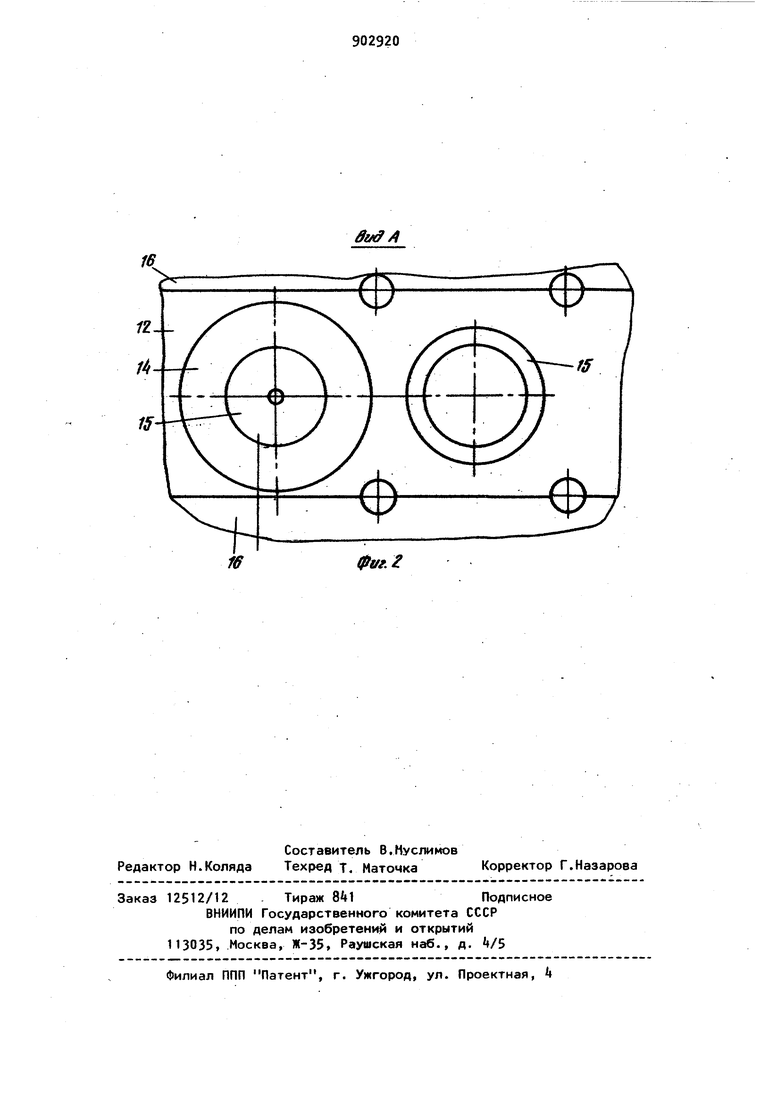
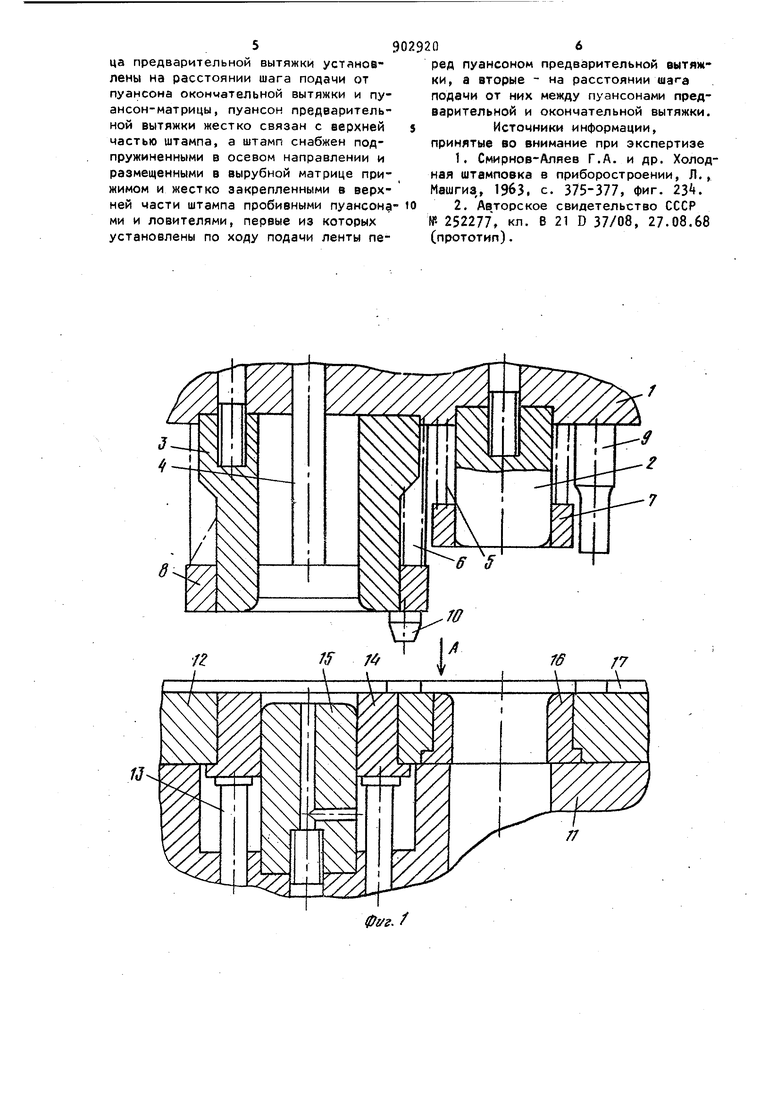
и пуансон-матрицу, а в нижней частивырубную матрицу, пуансон окончательной вытяжки и установленную соосно пуансону предварительной вытяжки матрицу предварительной вытяжки пуансон и матрица предварительной вытяжки установлены на расстоянии шага, подачи от пуансона окончательной вытяжки и пуансон-матрицы, при этом пуансон предварительной вытяжки жестко связан с верхней частью штампа, а штамп снабжен пoдпpyжинe ными в осевом направлении и размещенными в вырубной матрице прижимом и жестко закрепленными в верхней части штампа на расстоянии шага подачи друг от друга пробивными пуансонами и ловителями, первые из которых установлены по ходу подачи лен ты перед пуансоном предварительной вытяжки, а вторые - на расстоянии шага подачи от них между пуансонами предварительной и окончательной вытяжки . На фиг. 1 изображен штамп, продольный разрез; на фиг. 2 - вид по стрелке А на фиг. 1. Штамп содержит в верхней части подвижную плиту 1, закрепленные на ней пуансон 2 предварительной вытяж ки, пуансон-матрицу 3 с выталкивате , подпружиненные а осевом направлении относительно плиты 1 пружинами 5 и 6 съемники 7 и 8, размещенные по ходу подачи ленты перед пуансоном 2 пробивные пуансоны 9 и установленные на расстоянии шага подачи от пуансонов 9 ловители tO, а в нижней части - неподвижную плиту 115 установленные на ней вырубну матрицу 12, размещенный в ней и под пружиненный в осевом направлении че рез штифты 13 буферного устройства (на чертеже не показано) прижим 14, пуансон 15 окончательной вытяжки,ус тановленную соосно пуансону 2 матри цу 16 предварительной вытяжки и нап равляющие 17Пуансон 2 и матрица 1б установле ны на расстоянии шага подачи от пуансона 15 и пуансон-матрицы 3. Штамп работает сл.едующим образом Заготовка полоса или лента (на чертеже не показана) по направляющи 17 подается на матрицу 1б предварительной вытяжки. При опускании верх ней части штампа пуансон 2 производит предварительную вытяжку, в ре зультате которой на заготовке образуется выступ высотой, равной 12-15% от диаметра матрицы 16, а пуансоны 9 образуют по краям заготовки вырезы, после чего плиту 1 вместе с установленными на ней элементами поднимают в исходное положение. Затем заготовку перемещают на шаг подачи так, чтобы выступ на заготовке располагался под пуансоном 15. При следующем рабочем ходе ловители 10 фиксируют заготоаку, а пуансон-матрица 3 вырубает из полосы (или ленты)круглую заготовку и производит осадку стенок выступа, после чего происходит окончательная вытяжка детали (на чертеже не показана) пуансоном 15 и пуансоном-матрицей 3, при этом от усилия вытяжки, превышающего усилие буферного устройства, прижим Н переместится вниз. При обратном ходе прижим И под действием буферного устройства снимает готовую деталь с пуансона 15. Если же деталь останется в пуансонматрице 3, то ее удалит выталкиватель . Штамп может быть применен для изготовления как круглых деталей, так и деталей сложной формы с плане(прямоугольных, овальных и т.п.). Предложенный штамп может быть использован на прессе простого действия. Это обеспечивает повышение производительности, поскольку прессы простого действия более быстроходны, чем прессы двойного действия, а также уменьшение затрат на амортизацию и эксплуатацию оборудования, так как прессы простого действия значительно дешевле (примерно, в при раза), чем прессы двойного действия. Также снижаются затраты на установку штампа. Формула изобретения Комбинированный штамп для вырубки и реверсивной вытяжки деталей из ленты, содержащий в верхней части пуансон предварительной вытяжки и пуансон-матрицу, а в нижней частивырубную матрицу, пуансон окончательной вытяжки и установленную соосно пуансону предварительной вытяжки матрицу предварительной вытяжки, отличающийся тем, что, с целью использования штампа на прессе простого действия, пуансон и матрица предварительной вытяжки установлены на расстоянии шага подачи от пуансона окончательной вытяжки и пуансон-матрицы, пуансон предварительной вытяжки жестко связан с верхней частью штампа, а штамп снабжен подпружиненными в осевом направлении и размещенными в вырубной матрице прижимом и жестко закрепленными в верхней части штампа пробивными пуансонами и ловителями, первые из которых установлены по ходу подами ленты перед пуансоном предварительной вытяжки, а вторые - на расстоянии подами от них между пуансонами предварительной и окончательной вытяжки.
Истомники информации, принятые во внимание при экспертизе
1.Смирнов-Аляев Г.А. и др. Холодная штамповка в приборостроении. Л., Машгиз, 1963. с. 375-377, фиг. 23.
2.Ав.торское свидетельство СССР
№ 252277, кл. В 21 D 37/08, 27.08.68 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Штамп последовательного действия для получения деталей со ступенчатым отверстием | 1979 |
|
SU776718A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |