Изобретение относится к технологии изготовления часовых деталей, например мостов, в ленте и может быть широко использовано в приборе- и машиностроении.
Известен способ изготовления часовых деталей (мостов), при использований кото- ре то сначала раздельно изготавливают мосты и базирующие их при сборке часов штифты, а затем детали собирают в узлы (штифты запрессовывают в мосты).
Цель изобретения - повышение производительности при изготовлении качества де талей за счет более точной базировки дета пей при последовательной обработке на технологических позициях.
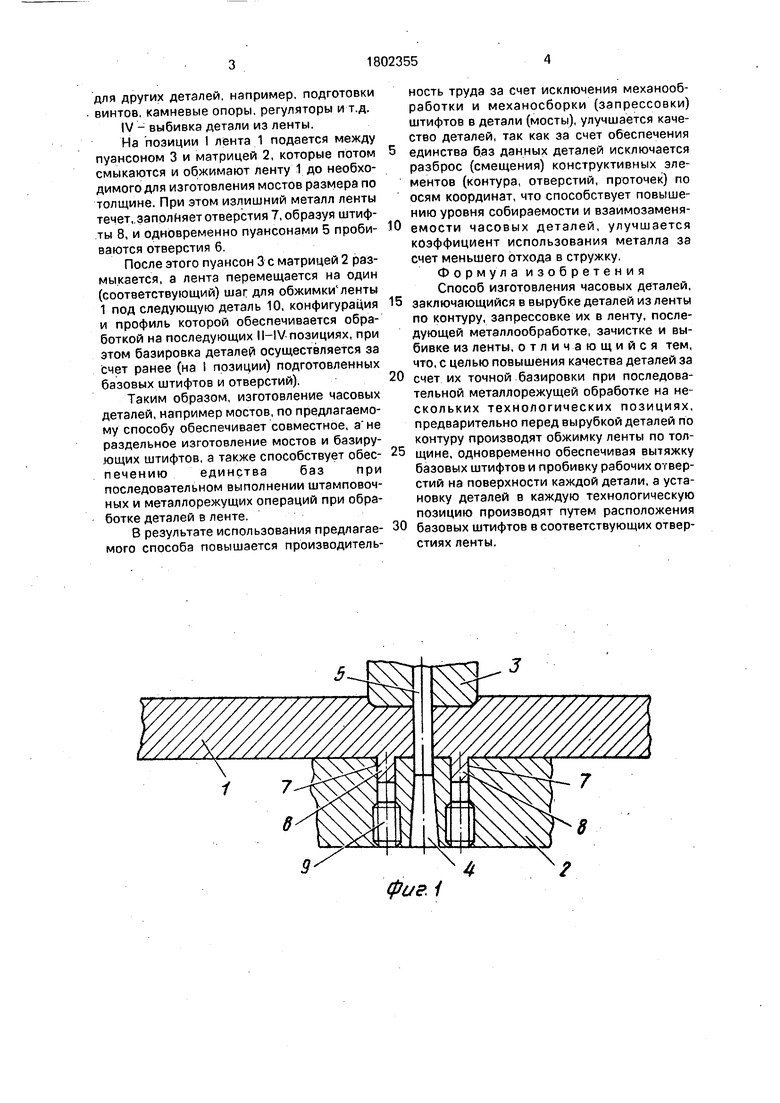
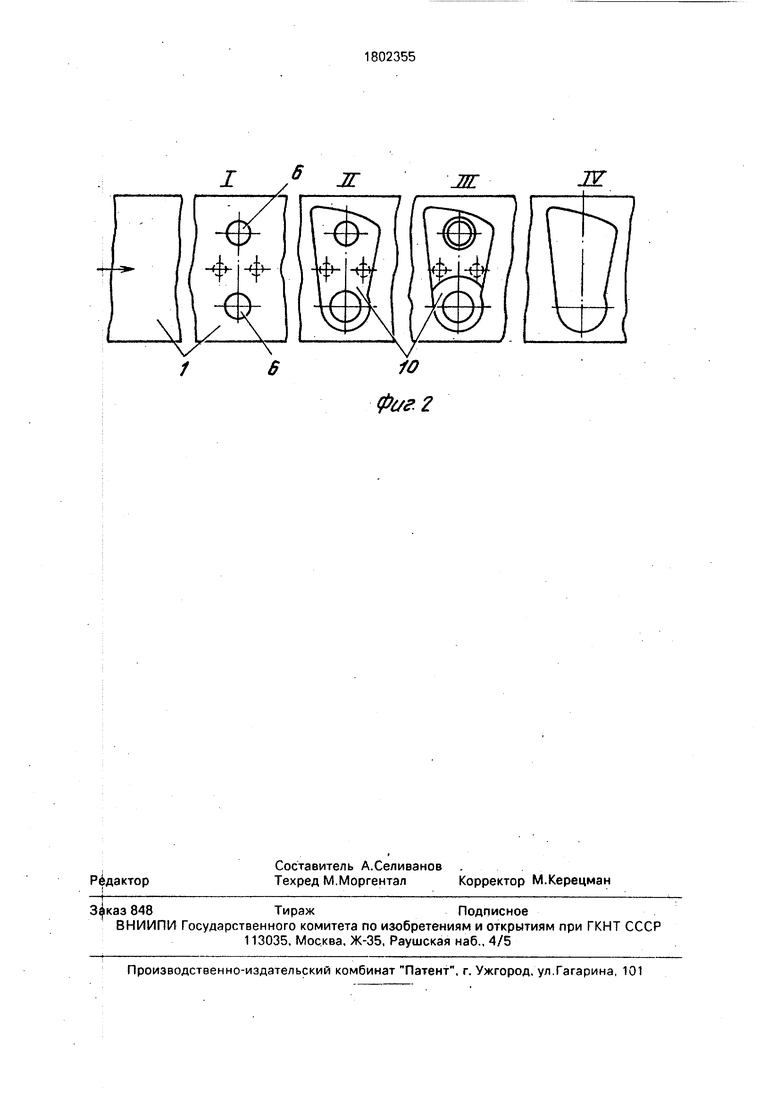
На фиг. 1 изображено положение ленты в омент обжима (осадки); на фиг, 2 - поэ- показан процесс обработки детали в лфте..
Лента 1 размещается между матрицей 2 и пуансоном 3 обжимочного штампа, В матрице 2 выполнены отверстия 4 под пуансо w
Ё
ны 5 для пробивки отверстий 6 в ленте, а также имеются отверстия 7 для получения базовых штифтов 8. Длина штифтов 8 ограничивается вставками 9. Обработка детали 10 производится на последующих технологических позициях II-IV.
Способ изготовления часовых деталей (мостов) осуществляют следующим образом: лента 1 последовательно (пошагово) лентопротяжным устройством (на рисунке не показано) подается с I по IV позицию, на которых выполняются следующие переходы:
I - обжимка (осадка) ленты 1 с высадкой (вытяжкой) штифтов 8 и пробивкой отверстий 6 для базирования деталей при последующей штамповки и обрубке:
II - вырубки детали с зачисткой по контуру, запрессовка в ленту и кернение для удержания в ленте;
III - механообработка детали резанием, например, растачивание посадочных мест
00
о го со ел ся
для других деталей, например, подготовки винтов, камневые опоры, регуляторы и т.д. IV - выбивка детали из ленты. На позиции I лента 1 подается между пуансоном 3 и матрицей 2, которые потом смыкаются и обжимают ленту 1 до необходимого для изготовления мостов размера по толщине. При этом излишний металл ленты течет,.запрлняет отверстия 7, образуя штифты 8, и одновременно пуансонами 5 пробиваются отверстия 6.
После этого пуансон 3 с матрицей 2 размыкается, а лента перемещается на один (соответствующий) шаг для обжимки ленты 1 под следующую деталь 10, конфигурация и профиль которой обеспечивается обработкой на последующих IHV позициях, при этом базировка деталей осуществляется за счет ранее (на I позиции) подготовленных базовых штифтов и отверстий).
Таким образом, изготовление часовых деталей, например мостов, по предлагаемому способу обеспечивает совместное, а не раздельное изготовление мостов и базирующих штифтов, а также способствует обес- печению единства баз при последовательном выполнении штамповочных и металлорежущих операций при обработке деталей в ленте.
В результате использования предлагаемого способа повышается производительность труда за счет исключения мехэнооб- работки и механосборки (запрессовки) штифтов в детали (мосты), улучшается качество деталей, так как за счет обеспечения единства баз данных деталей исключается разброс (смещения) конструктивных элементов (контура, отверстий, проточек) по осям координат, что способствует повышению уровня собираемости и взаимозаменя- 0 емости часовых деталей, улучшается коэффициент использования металла за счет меньшего отхода в стружку, Формула изобретения Способ изготовления часовых деталей, 5 заключающийся в вырубке деталей из ленты по контуру, запрессовке их в ленту, последующей металлообработке, зачистке и выбивке из ленты, отличающийся тем, что, с целью повышения качества деталей за 0 счет их точной базировки при последовательной металлорежущей обработке на нескольких технологических позициях, предварительно перед вырубкой деталей по контуру производят обжимку ленты по тол- 5 щине, одновременно обеспечивая вытяжку базовых штифтов и пробивку рабочих отверстий на поверхности каждой детали, а установку деталей в каждую технологическую позицию производят путем расположения 0 базовых штифтов в соответствующих отверстиях ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления часовых мостовиз ленты | 1974 |
|
SU509861A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294809C1 |
| Способ изготовления часовых деталей | 1979 |
|
SU932459A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Линия для изготовления штучных изделий из ленточного материала | 1990 |
|
SU1750812A1 |
| Последовательный штамп с запрессовкой вырубленной детали в полосу | 1978 |
|
SU747582A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОЙ МНОГОРЯДНОЙ ВЫРУБКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208494C2 |
Использование: изобретение относится к {технологии изготовления часовых деталей в тенте и может быть широко использовано в 1риборо-и машиностроении. Цель - повы- шэние производительности при изготовлении часовых деталей, а так же улучшение кг честна деталей за счет более точной базировки деталей при последовательной обработке на технологических позициях. Сущность изобретения: в способе изготовления часовых деталей, включающем вырубку по контуру и зачистку деталей с запрессовкой их в ленту, последующие металлорежущую обработку деталей в ленте и выбивку их из ленты: перед вырубкой деталей по контуру сначала выполняют обжимку ленты по высоте и одновременно обеспечивают вытяжку базовых штифтов и пробивку рабочих отверстий на поверхности деталей, относительно которых осуществляют последующую обработку на других технологических позициях. 2 ил.
фиг. i
