Изобретош.е относится к технологии изготовления металлических конструкций, в частмости к спосо.бам изготовления сварных крупногабаритных листовых конструкций конической фор:мы, напри.мер крыш и днищ тех-нологнческнх апнаратов или резервуаров.
Известен способ изготовления конических сварных крунио1-абаритных конструкций, включающнй нредварительный раскрой заготоикн, сборку с приданием заготовке конической формы и последующую сварку.
Однако но такому снособу необходимы раскрой и вальцовка большого количества крупногабаритных деталей относительно сложной формы. Кроме того, нронзводнтельность труда низкая.
Цель изобретения - снижение трудоемкости изготовления и устранение указанных недостатков.
Для этого и.ридают коническую форму заготовке, в качестве которой используют коническую развертку, путем нодъема ее за вершину.
С целью обеспечения возможности ирлда}1ия конической фо.рмы толстолистовой заготовке, в процессе формоОбразования стягивают ее радиальные кромки.
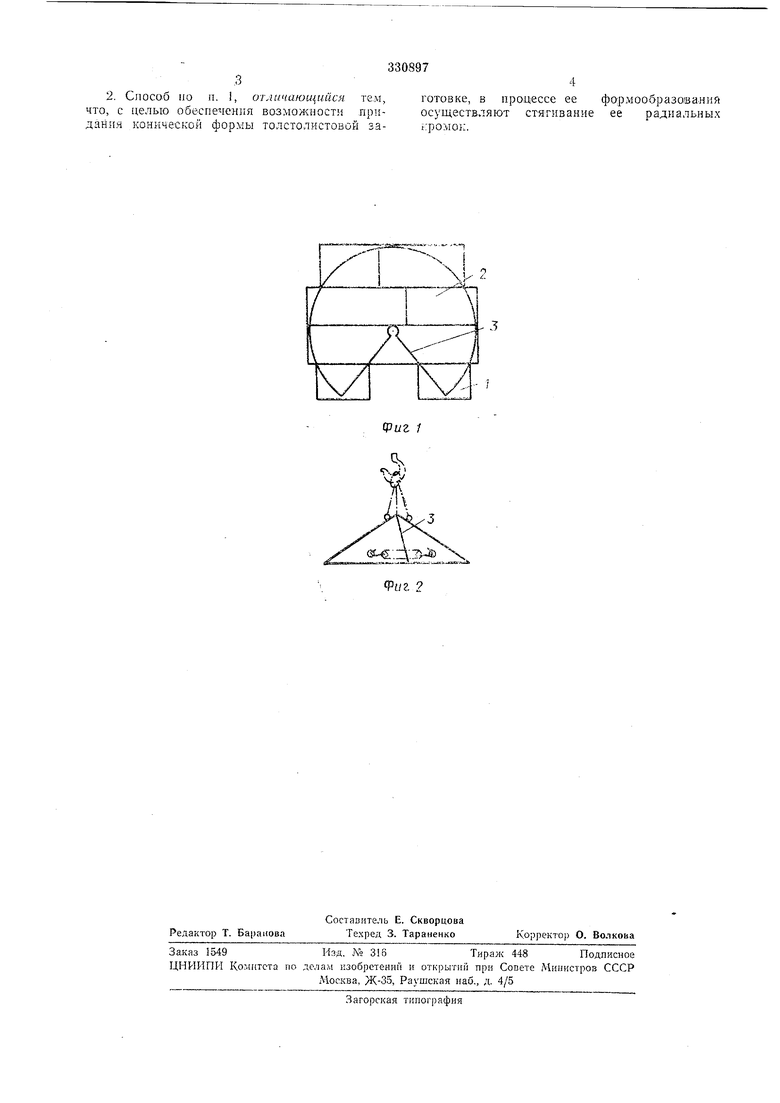
Из плоского иолотинща /, размеры и конфигу рация которого соответствуют развертке заготовки 2 конической конструкции, .вырезают развертку кон сиой заготовки 2 и npi дают ей коничгскую форму путем иодъема ее за вершину, }1аиример, с помощью монтажного крана. Во время иодъема заготш;ки ее края провисают по периметру, и радиальные кро.мки ) сходятся, ири этом плоское полотиище принимает кон 1ческую форму.
При толщине листов 6-10 ..,. и диаметре конструкнии 5-8 .и радиа.чьные кромк;. заготовки 2 сходятся под действием собстпеииого веса, а ири больших толщинах Гитн
меиьших диаметрах нел.есообразно стягивать кромки, например, с иомои|ью ле-бедгси и полиспаста. Затем стык заваривают.
II р е д м е т ii 3 о б р е т е н и я
1. Способ мзготсяления конических сварных крупиогабарит ых конструкций, включающий предварительный раскрой заготовки, сборку с приданием заготовке конлческой
и исследующую сварку, от.тчшацпйся тем, что, с целью снижения трудое.мкости изготовлен1 я, коническую форму нридают заготовке, в качестве которой используют коническую развертку, путем но.тъема ее за
2. Способ но п. 1, отличающийся те.м, что, с целью обеспечения возможности придания конической формы толстолистовой заготовке, в процессе ее формообразования осуществляют стягивание ее радиальных ;:рол10};.