Изобретение касается обработки металлов контактной сваркой.
Известен способ получения внутренних полостей в виде каналов в металлических деталях, при котором осуществляют переплав виутренних слоев изделия посредством перемещения по его поверхности источника нагрева на участке образования канала со скоростью, превыщающей оптимальную скорость сварки деталей, и толщиной, равной толщине обрабатываемого изделия.
Предложенный способ отличается от известного тем, что нагрев осуществляют током, подводимым к изделию с помощью коитактиых сварочных роликов с углублением на их рабочей поверхности, обеспечивающим перемещеиие поверхностных слоев металла, некомпенсируемое усадкой во внутренних слоях, нри этом величину тока задают больщей величины тока, необходимой для контакт юй сварки аналогичных металлов той же толщины. Это снижает трудоемкость н расиицэяет область применения.
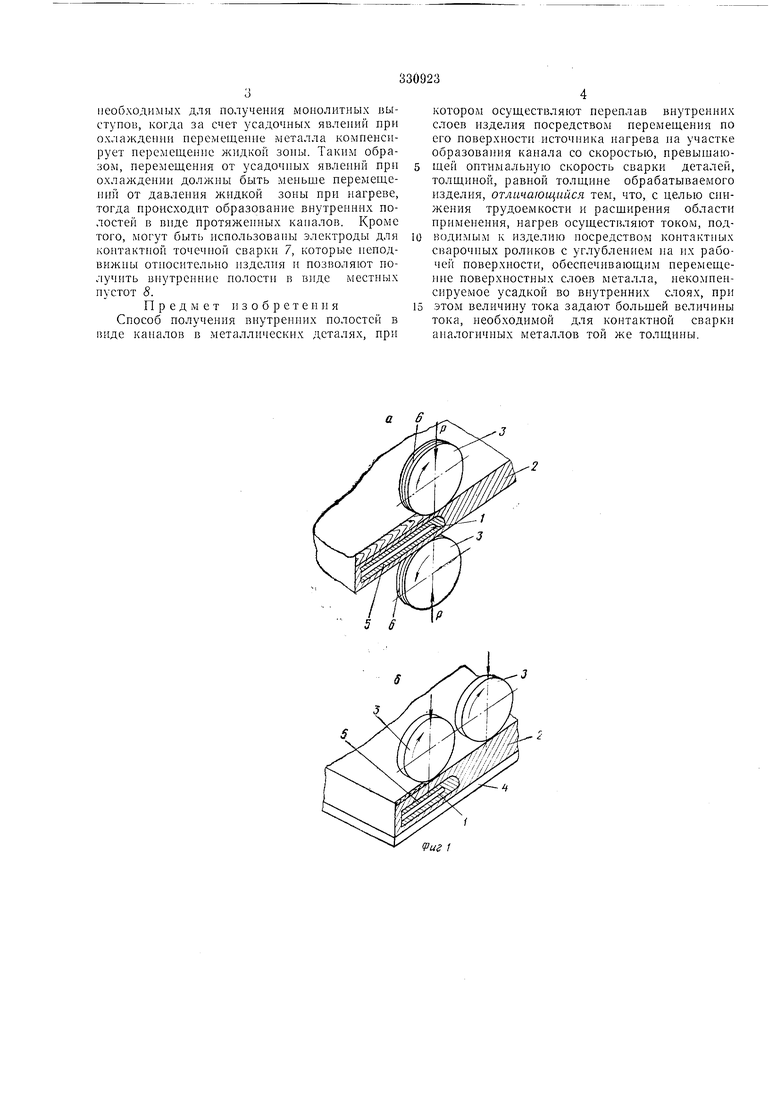
Способ поясняется фиг. 1 и фиг. 2.
Для образования полостей / изделие 2 зажимается с усилием Р контактными свароч 1ыми роликами 3 (фиг. 1а). Расположение роликов может быть и односторонним, (см. фиг. 16) при условии расположения изделия на электропроводной (медной) подкладке 4. При пропускании электрического тока, подводимого к изделию посредством сварочных роликов, последнее нагревается за счет омического сопротивления. Внутренние слом
столбика металла между роликовыми электродами нагреваются больще, чем внешние вследCTBiie теплоотвода в электроды, которые для этого изготавливаются из теплопроводных материалов. Поэтому при соответствующей воличине тока, превышающей величину тока, необходимую для коитактиой сварки аналогичного металла той же толщины, его внутреииие слои переходят в жидкое состоян11е, а внешние - приобретают пластичность. Жидкая зона 5 под действием сил Р и вследствие неравномерного нагрева оказывает давлен1 е на окружающий ее пластичный металл, стремящийся иереместиться в углубления 6 имеющиеся на роликах. Управление перемещенне.м
материала для обеспечения надежного образования внутренних полостей осуществляется выбором определенных размеров углублений на рабочей поверхности электродов, а также выбором определенных термомеханнческнх
параметров процесса (усилия сжатия электродов, величины электрического тока, длительности его протекания, скорости перемещения роликовых электродов). Размеры углублений на рабочей поверхности электродов
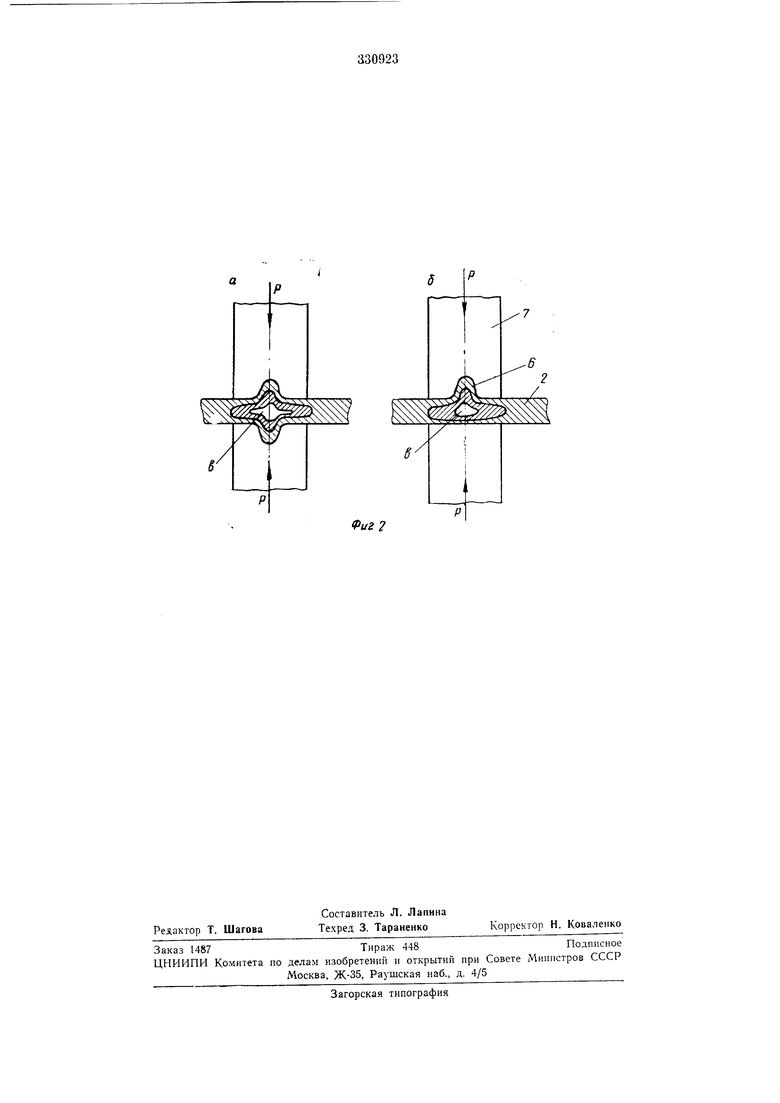
необходимых для получения монолитных выступов, когда за счет усадочных явлений при охлаждения перемещение металла компенсирует неремендение жидкой зоны. Таким образом, перемещения от усадочных явлений при охлаждении должны быть меньше перемещений от давления жидкой зоны при нагреве, тогда происходит образование внутренних полостей в виде протяжеииых каналов. Кроме того, могут быть использованы электроды для контактной точечной сварки 7, которые иенодвижны относительно изделия н позволяют получить виутренние полости в виде местных пустот 8.
Предмет н з о б р е т е н н я Способ получения внутренних полостей в виде каналов в металлических деталях, при
котором осуществляют переплав внутренних слоев изделия посредством перемещения по его поверхности источника нагрева на участке образования канала со скоростью, превышающей оптимальную скорость сварки деталей, толщиной, равной толщине обрабатываемого изделия, отличающийся тем, что, с целью снижения трудоемкости и расщирения области применения, нагрев осуществляют током, нодводнмым к изделию посредством контактных сварочных роликов с углублением на их рабочей поверхности, обеспечивающим перемещение новерхиостных слоев металла, некомненсируемое усадкой во внутренних слоях, при
этом величину тока задают больщей величины тока, необходимой для контактной сварки аналогичных металлов той же толщины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ВНУТРЕННИХ КАНАЛОВ (ОТВЕРСТИЙ) | 1970 |
|
SU260766A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1995 |
|
RU2086688C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |
| Способ контроля качества контактной точечной и шовной сварки | 1977 |
|
SU742072A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ контактной шовной сварки | 1987 |
|
SU1505713A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
а В
Vu2
Фиг 7
