Изобретение относится к области сварочного оборудования, преимущественно, для дуговой сварки плавяш,имся электродом.
Известны роликовые механизмы для подачи проволоки, содержащие одну илн две пары подающих роликов.
Однако при возрастании сопротипления подаче проволоки происходит пробуксовка подающих роликов, в результате чего проволока в месте контакта с ними фрезеруется. В дальнейщем на этом месте невозможно создать достаточное сцепное усилие, поэтому иодача проволоки прекращается.
Применение для подачи проволоки двух и более пар роликов также вызывает пробуксовку одной из пар из-за неточности изготовления и неравномерностн износа.
Цель изобретения - повышение усилия подачи проволоки и возобновление подачи после принудительной ее остановки.
Для этого применяют лТве или более пар подающих роликов. Одна связаиа с приводом через муфту предельного момента, максимальный крутящий момент которой недостаточен для фрезерования проволоки.
В этом случае несовпадение окружных скоростей подающих роликов компенсируется периодическим срабатыванием муфты предельного момента.
снабженный муфтой предельного момента, останавливается, НС повреждая ироволокн, а после устранения препятствия возобновляет подачу.
Во избежание де11)орма11,ии проволоки и промежутке между роликами иредночтнте.чьно сиабжать муфтой предельного момента ролик, расположенный на входе проволоки в устройство.
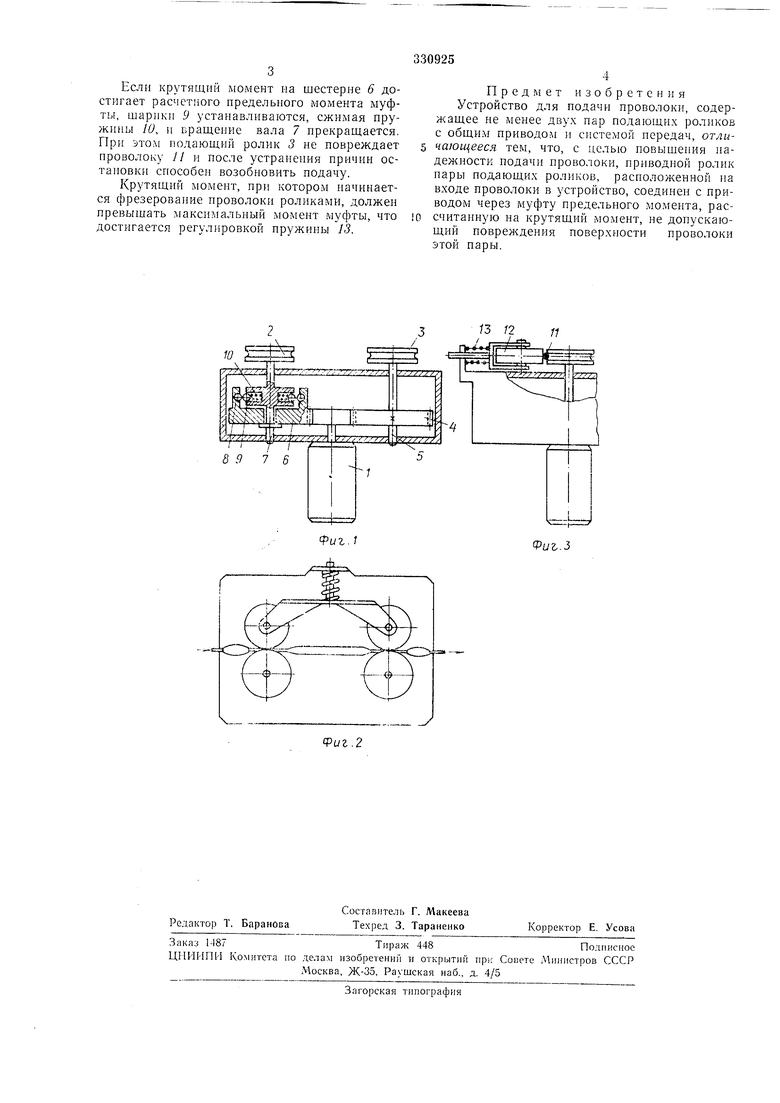
На фиг. 1 схематически изображено устройство; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку.
Привод / вращает иодающис ролики 2 и Л при шестерни 4, жестко закрепленной иа валу 5, н шестерни б, свободно вращающейся на валу 7. Крутящийся момент от шесTepiHi 6 к валу 7 передается через муфту иредельиого момеита, состоящую из шариков S, утопленных в тело шестерни 6, is И1ариков 9, расиоложеииых в отверстиях вала 7 и подиружииеииых пружинами }0.
Муфта предельного момента может быть выполнена фрикционной или кулачковой. Прижанне электродной проволки //к роликам 2 и 3 осуществляется прижимнымн роликами 12 (холостыми или приводными) под действием регулируемой пружины 13.
Если крутящий л омент на шестерие 6 достигает pacMCTiioro предельного момента муфты, шарики 9 устаиавливаются, сжимая пружины 10, и гфащение вала 7 прекращается. При этом подающий ролик 3 не повреждает проволоку 11 и после устранения причин остаиовки способен возобновить подачу.
Крутящий момент, при котором начинается фрезерование проволоки роликами, должен превыщать максимальный момент муфты, что достигается регулировкой пружины 13.
Предмет изобретен и я Устройство для подачи проволоки, содержащее не менее двух пар подающих роликов с общим приводом и системой передач, отличающееся тем, что, с целью повыщения надежности подачи проволоки, приводиой ролик пары подающих роликов, расположенной на входе проволоки в устройство, соединен с приводом через муфту предельного момента, рассчитанную на крутящий момент, не допускающий повреждения поверхности проволоки этой пары.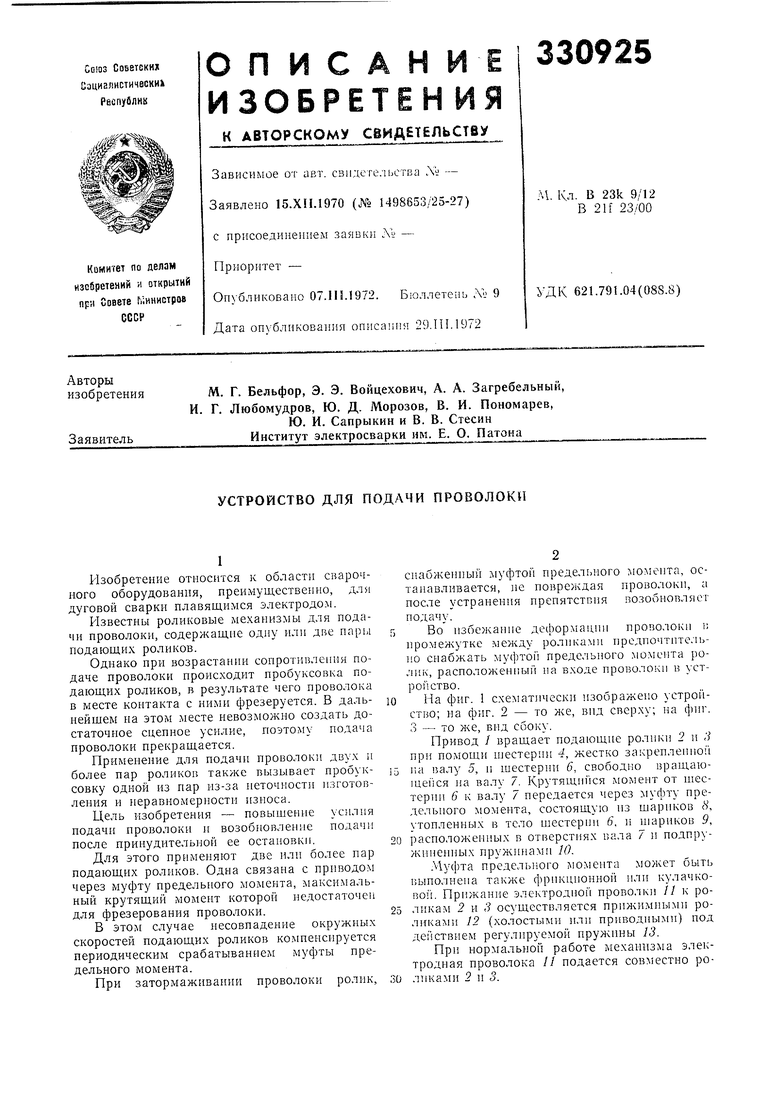
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВОЛБВЕРНАЯ ГОЛОВКА | 1969 |
|
SU234106A1 |
| БЕЗУДАРНАЯ МУФТА СЦЕПЛЕНИЯ | 1966 |
|
SU178626A1 |
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ И ОСЕВОЙ ПОДАЧИ КРУГЛЫХ ДЛИННОМЕРНЫХ ТЕЛ | 1971 |
|
SU430929A1 |
| УСТРОЙСТВО для ПОДАЧИ ЛЕНТОЧНОГО МАТЕРИАЛА В РАБОЧУЮ ЗОНУ ПРЕССА | 1971 |
|
SU315493A1 |
| МУФТА ПРЕДЕЛЬНОГО МОМЕНТА | 1972 |
|
SU339698A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ СЕРДЕЧНИКОВ | 1969 |
|
SU415072A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ БИРОК ИЗ ТЕРМОПЛАСТИЧНОЙ ТРУБКИ ЧЕРЕЗ ТИПОГРАФСКУЮ | 1973 |
|
SU372581A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ | 1965 |
|
SU176557A1 |
| ГРУППОВОЙ ПРИВОД КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1973 |
|
SU423693A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ | 1971 |
|
SU319976A1 |
10
3 12
