полненной с каналом для подачи воздуха внутрь заготовки, секционный .калибратор с охлазкдающей рубашкой, охлаждающую ванну и тянущий механизм.
Калибратор состоит из четырех секций, причем первая секция, снабженная водяной рубашкой, с одной стороны вплотную примыкает к профильной головке, с другой - к охлаждающей ванне.Три последующие секции расположены в первой охлаждающей ванне. Каждая секция содержит перед нюю калибрующую часть уменьшающегося размера в каждом последующем элементе и заднюю калибрующую часть увеличивающегося размера 2j .
Однако известный способ и устройство позволяют получать только профильные изделия несложной геометрической формы (трубы круглого, квадратного, овального и прямоугольного сечения), полые профильные изделия с выступающими элементами большой толщины без высокой точности геометрии профиля и размеров. Кроме того при изготовлении профиля с тонкими выступающими элементами происходит либо недооформление или обрыв профиля при его протягивании из-за большого сопротивления многосекционного калибратора;
Цель изобретения - повышение качества- профильных изделий сложной конфигурации с выступающими тонкими элементами и разработка устройства для осуществления этого способа.
Поставленная цель достигается тем, что в способе изготовления полых профильных изделий из термопластов, содержащем последовательные операции экструзии полой профильной заготовки/ постадийного калибрования и охлаждения ее, притягивания заготовки одновременно с указанными операциями перед калиброванием проводят раздув профильной заготовки, а калибрование ее осуществляют в две СТсщии, причем на первой стадии по всей поверхности профиля, а на второй - по охватывающим габаритным размерам профиля.
В устройстве для осуществления . способа, содержащем последовательно расположенные экструдер с профильной головкой, выполненной с каналом для подачи воздуха внутрь заготовки,секционный калибратор с охлаждающей рубашкой, охлаждающую ванну и тянущий механизм, калибратор выполнен из двух секций, рабочая полость первой из которых повторяет точный контур профиля, а рабочая,полость второй основные габаритные размеры его, причем расстояние между первой секцией калибратора и профильной головкой экструдера выбрано равным 0,15-1,00 максимального размера поперечного
сечения рабочей полости первой секции калибратора.
Изобретение иллюстрируется чертежами .
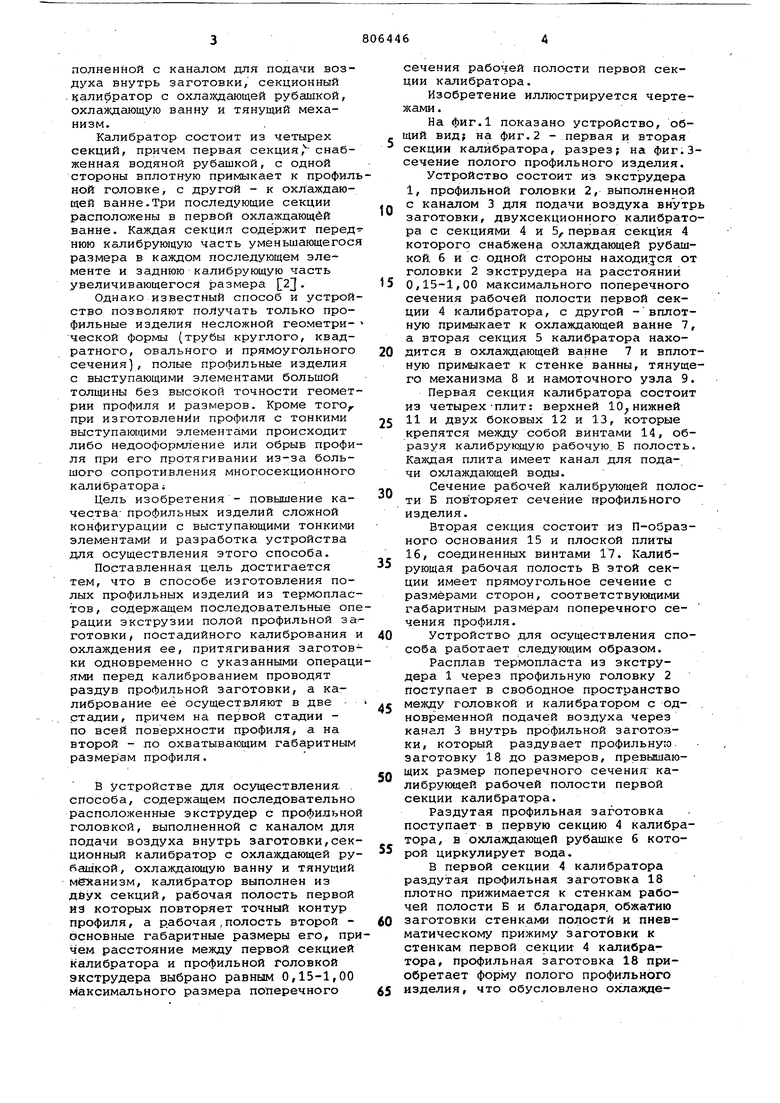
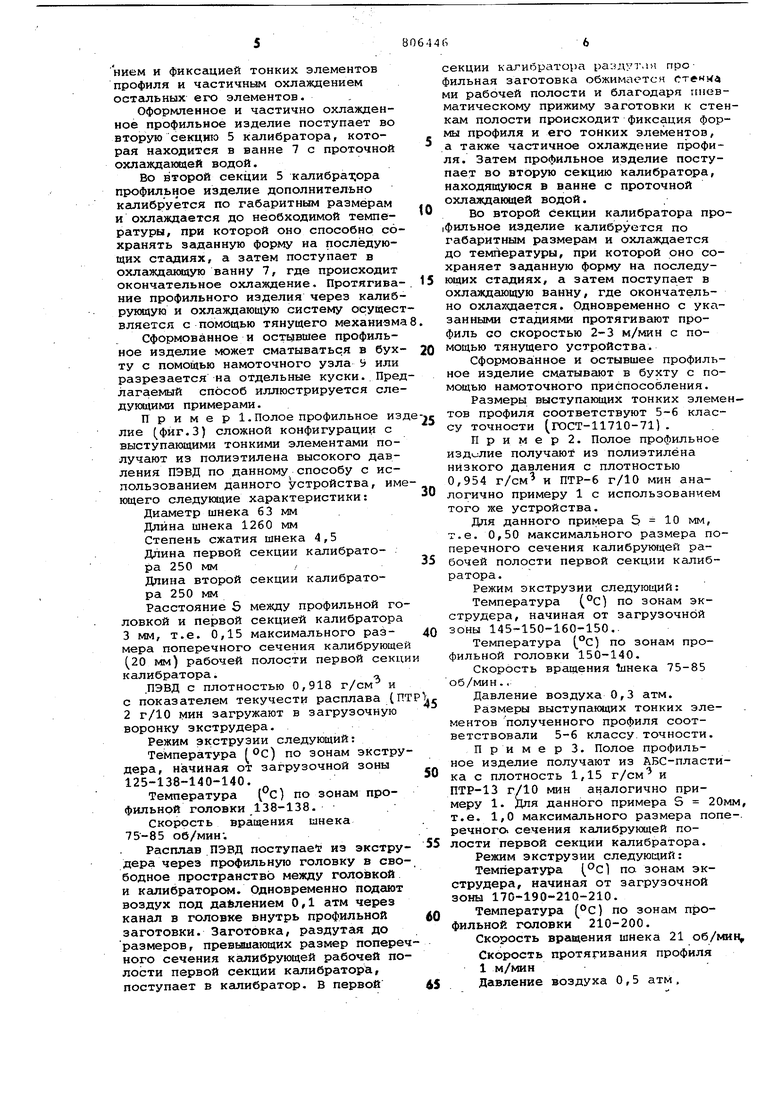
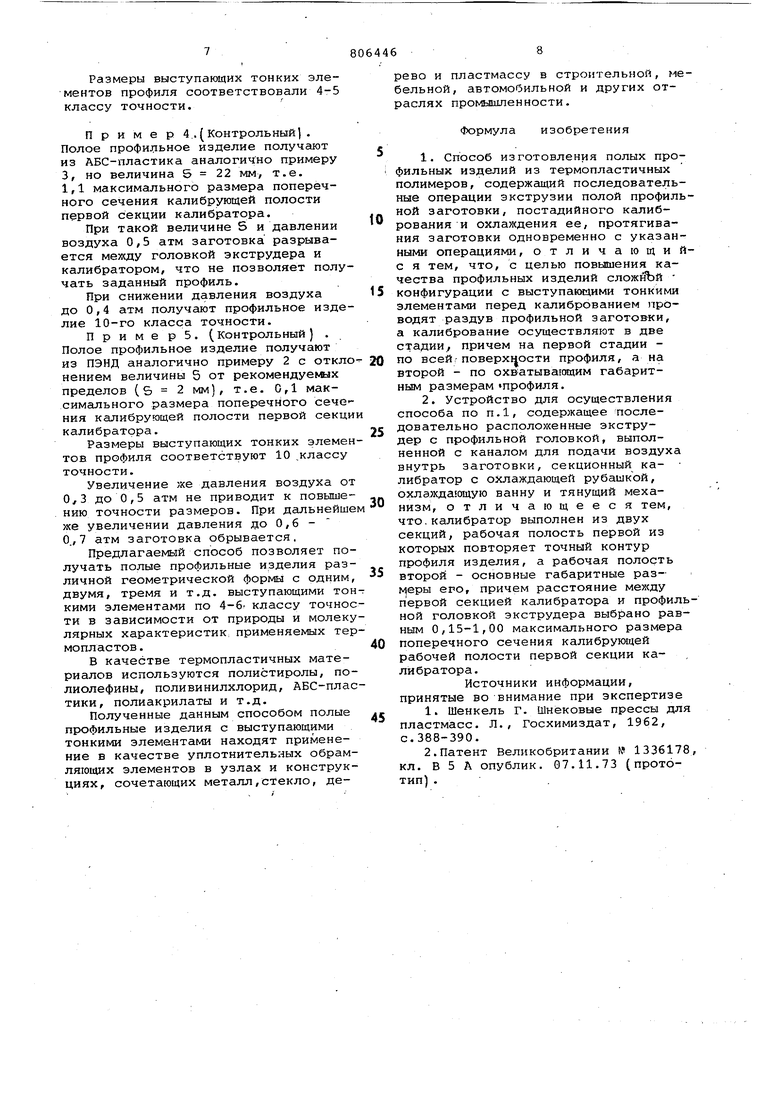
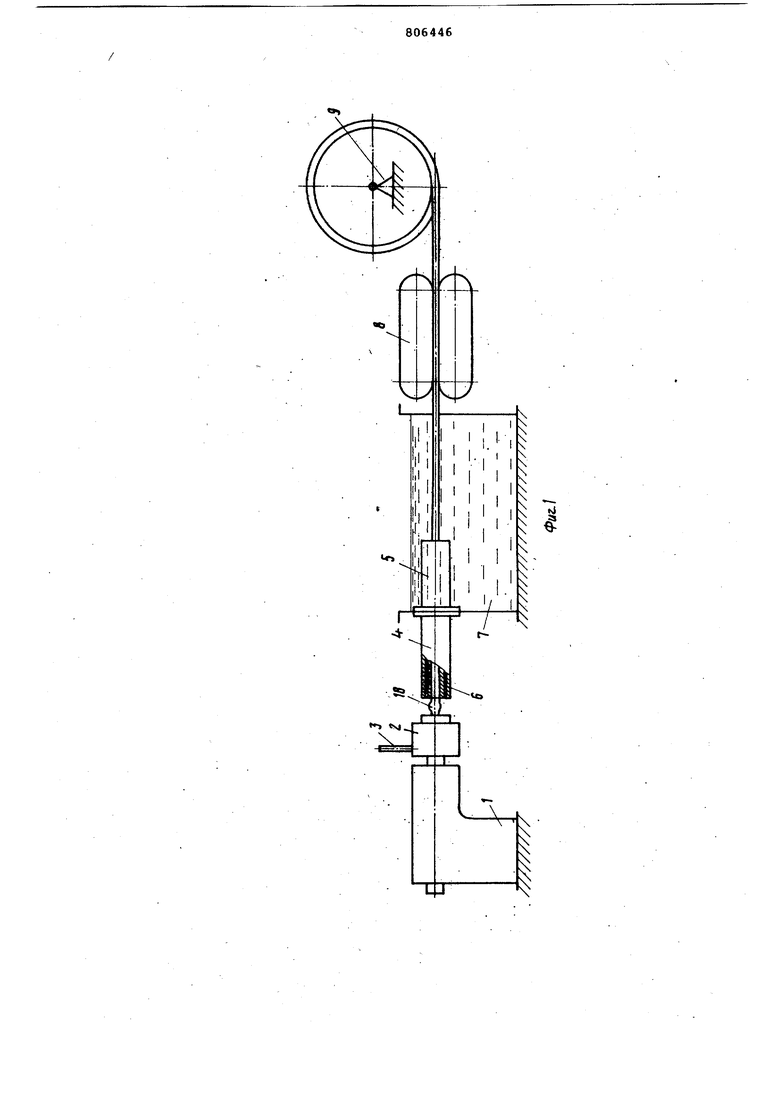
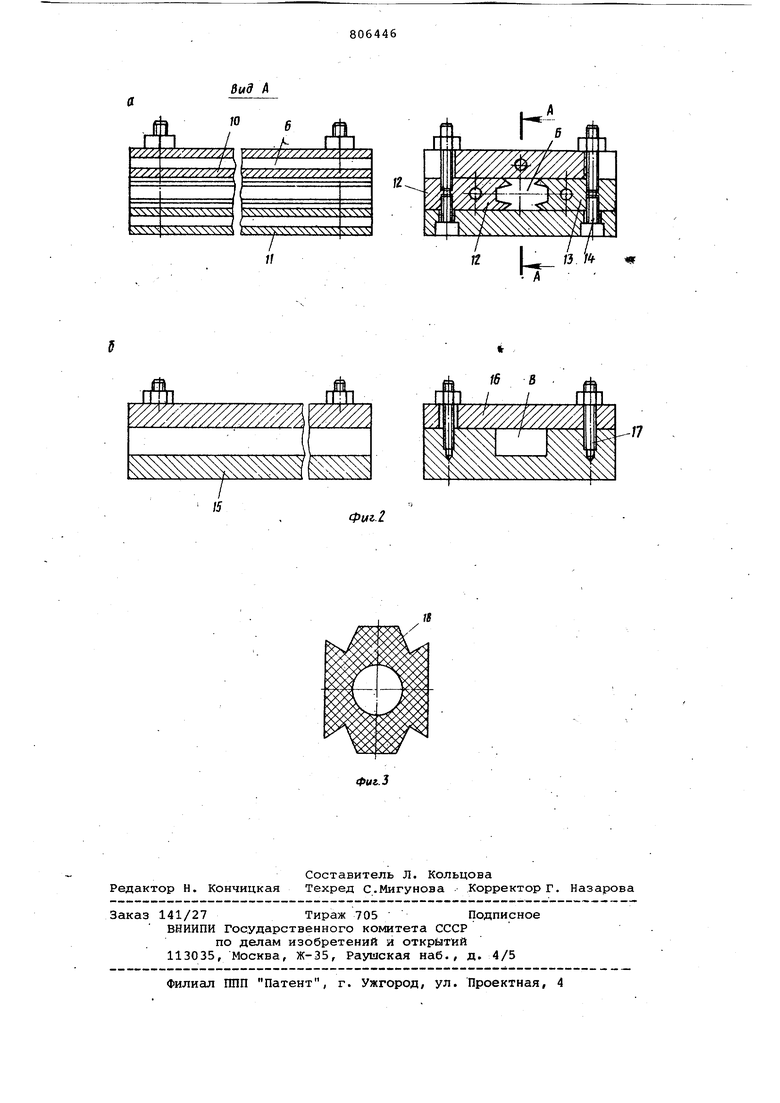
На фиг.1 показано устройство, общий вид; на фиг.2 - первая и вторая секции калибратора, разрез; на фиг.Зсечение полого профильного изделия.
Устройство состоит из экструдера 1, профильной головки 2, выполненной с каналом 3 для подачи воздуха внутр заготовки, двухсекционного калибратора с секциями 4 и 5, первая секция 4 которого снабжен охлаждающей рубашкой, бис одной стороны находи.ся от головки 2 экструдера на расстоянии 0,15-1,00 максимального поперечного сечения рабочей полости первой секции 4 калибратора, с другой -вплотную примыкает к охлаждающей ванне 7, а вторая секция 5 калибратора находится в охлаждающей ванне 7 и вплотную примыкает к стенке ванны, тянущего механизма 8 и намоточного узла 9.
Первая секция калибратора состоит из четырех-плит: верхней 10 нижней 11 и двух боковых 12 и 13, которые крепятся между собой винтами 14, образуя калибрующую рабочую. Б полость Каждая плита имеет канал для подачи охлаждающей воды.
Сечение рабочей калибрующей полости Б повторяет сечение профильного изделия.
Вторая секция состоит из П-образного основания 15 и плоской плиты 16, соединенных винтами 17. Калибрующая рабочая полость В этой секции имеет прямоугольное сечение с размерами сторон, соответствующими габаритным размёрагл поперечного сечения профиля.
Устройство для осуществления способа работает следующим образом.
Расплав термопласта из экструдера 1 через профильную головку 2 поступает в свободное пространство между головкой и калибратором с одновременной подачей воздуха через канал 3 внутрь профильной заготовки, который раздувает профильную заготовку 18 до размеров, превышающих размер поперечного сечения калибрующей рабочей полости первой секции калибратора.
Раздутая профильная заготовка поступает в первую секцию 4 калибратора, в охлаждающей рубашке б которой циркулирует вода.
В первой секции 4 калибратора раздутая профильная заготовка 18 плотно прижимается к стенкам рабочей полости Б и благодаря, обжатию заготовки стенками полости и пневматическому прижиму заготовки к стенкам первой секции 4 калибратора, профильная заготовка 18 приОбретает форму полого профильного изделия, что обусловлено охлаждением и фиксацией тонких элементов профиля и частичньлм охлаждением остальных его элементов. Оформленное и частично охлажденное профильное изделие поступает во вторуюсекцию 5 калибратора, которая находится в ванне 7 с проточной охлаждающей водой. Во второй секции 5 калибрат;ора профильное изделие дополнительно калибруется по габаритным размерам и охлаждается до необходимой температуры, при которой оно способно со хранять заданную форму на последующих стгшиях, а затем поступает в охлаждакяцую ванну 7, где происходит окончательное охлаждение, Протягива ние профильного изделия через калиб рующую и охлаждающую систему осущес вляется с помощью тянущего механизм Сформованное и остывшее профильное изделие может сматываться в бух ту с помощью намоточного узла У или разрезается на отдельные куски. Пре лагаемый способ иллюстрируется сле дукицими примерами. Пример 1. Полое профильное из лие (фиг.З) сложной конфигурации с выступающими тонкими элементами получают из полиэтилена высокого давления ПЭВД по данному способу с использованием данного устройства, им ющего следуклцие характеристики: Диаметр шнека 63 мм Длина шнека 1260 мм Степень сжатия шнека 4,5 Длина первой секции калибратора 250 мм / Длина второй секции калибратора 250 мм Расстояние S между профильной го ловкой и первой секцией калибратора 3 мм, т.е. 0,15 максимального раймера поперечного сечения калибрующе (20 мм) рабочей полости первой секц калибратора. ПЭВД с плотностью 0,918 г/см и с показателем текучести расплава (П 2 г/10 мин загружают в загрузочную воронку экструдера. Режим экструзии следующий: Температура с) по зонам экстру дера, начиная от загрузочной зоны 125-138-140-140. Температура С по зонам профильной головки 138-138. Скорость вращения шнека 75-85 об/мин; Расплдв ПЭВД поступает из экстру дера через профильную головку в сво бодное пространство между головкой и калибратором. Одновременно подают воздух под даблением 0,1 атм через канал в головке внутрь профильной заготовки. Заготовка, раздутая до размеров, превьвиающих размер попере ного сечения калибрующей рабочей по лости первой секции калибратор, поступает в калибратор. В первой секции кагибратора раздутая профильная заготовка обжимается гтемч ми рабочей полости и благодаря пнсгвматическому прижиму заготовки к стенKciM полости происходит фиксация формы профиля и его тонких элементов, а также частичное охлаждение профиля. Затем профильное изделие поступает во вторую секцию калибратора, находящуюся в ванне с проточной охлаждающей водой. Во второй Секции калибратора про|фильнов изделие калибруется по габаритным размерам и охлаждается до температуры, при которой оно сохраняет заданную форму на последующих стадиях, а затем поступает в охлаждающую ванну, где окончательно охлахщается. Одновременно с указанными стадиями протягивают профиль со скоростью 2-3 м/мин с помощью тянущего устройства. Сформованное и остывшее профильное изделие сматывают в бухту с помощью намоточного приспособления. Размеры выступакядих тонких элементов профиля соответствуют 5-6 классу точности ГОСТ-11710-71). Пример 2. Полое профильное изделие получают из полиэтилена низкого давления с плотностью 0,954 г/см и ПТР-6 г/10 мин аналогично примеру 1 с использованием того же устройства. Для данного примера 5 10 мм, т.е. 0,50 максимального размера поперечного сечения калибрую1дей рабочей полости первой секции калибратора. Режим экструзии следующий: Температура (°С) по зонам экструдера, начиная от загрузочной зоны 145-150-160-150.. Температура С по зонам профильной головки 150-140. Скорость вращения tiiHeKa 75-85 об/мин., Давление воздуха 0,3 атм. Размеры выступающих тонких элементов полученного профиля соответствовали 5-6 классу, точности. П р и м е р 3. Полое профильное изделие получают из АБС-пластика с плотность 1,15 г/см и ПТР-13 г/10 мин аналогично примеру 1. Для данного примера S 20мм, т.е. 1,0 максимального размера попе-. речного, сечения калибрующей полости первой секции калибратора. Режим экструзии следующий: Температура (°С1 па зонам экструдера, начиная от загрузочной зоны 170-190-210-210. Температура (®С) по зонам профильной головки 210-200. Скорость шнека 21 об/миКг Скорость протягивания профиля 1 м/мин Давление воздуха О,5 атм ,
Размеры выступающих тонких элементов профиля соответствовали 4-5 классу точности.
Пример 4..Контрольный) . Полое пpoфиJ ьнoe изделие получают из АБС-пластика аналогично примеру 3, но величина 5 22 мм, т.е. 1,1 максимального размера поперечного сечения калибрующей полости первой секции калибратора.
При такой величине S и давлении воздуха О,5 атм заготовка разрывается мехшу головкой экструдера и калибратором, что не позволяет получать заданный профиль.
При снижении давления воздуха до 0,4 атм получают профильное изделие 10-го класса точности.
Приме р 5. (Контрольный) . Полое профильное изделие получают из ПЭНД аналогично примеру 2 с отклонением величины 5 от рекомендуе№лх пределов (S 2 мм), т.е. 0,1 максимального размера поперечного сечс ния калибрующей полости первой секци калибратора.
Размеры выступающих тонких элементов профиля соответствуют 10 .классу точности.
Увеличение же давления воздуха от 0,3 до О,5 атм не приводит к повышению точности размеров. При дальнейше же увеличении давления до О,6 0., 7 атм заготовка обрывается.
Предлагаемый способ позволяет получать полые профильные изделия различной геометрической формы с одним, двумя, тремя и т.д. выступающими тонкими элементами по 4-6 классу точности в зависимости от природы и молекулярных характеристик применяемых термопластов.
В качестве термопластичных материалов используются полистиролы, полиолефины, поливинилхлорид, АБС-пластики, полиакрилаты и т.д.
Полученные данным способом полые профильные изделия с выступающими тонкими элементами находят применение в качестве уплотнительных обрамляющих элементов в узлах и конструкциях, сочетающих металл,стекло, дерево и пластмассу в строительной, мебельной, автомобильной и других отраслях промышленности.
Формула изобретения
1.Способ изготовления полых профильных изделий из термопластичных полимеров, содержащий последовательные операции экструзии полой профильной заготовки, постадийного калибрования и охлаждения ее, протягивания заготовки одновременно с указанными операциями, отличающийс я тем, что, с целью повышения качества профильных изделий сложйЬй конфигурации с выступающими тонкими элементами перед калиброванием проводят раздув профильной заготовки,
а калибрование осуществляют в две стадии, причем на первой стадии по всей-поверх1 ости профиля, а на второй - по охватывагащим габаритным размерам«профиля.
2.Устройство для осуществления способа по п.1, содержащее последовательно расположенные экструдер с профильной головкой, выполненной с каналом для подачи воздуха внутрь заготовки, секционный калибратор с охлаждающей рубашкой, охлажда ощую ванну и тянущий механизм, отличающееся тем, что.калибратор выполнен из двух секций, рабочая полость первой из которых повторяет точный контур профиля изделия, а рабочая полость второй - основные габаритные размеры его, причем расстояние между первой секцией калибратора и профильной головкой экструдера выбрано равным 0,15-1,00 максимального размера поперечного сечения калибрующей рабочей полости первой секции калибратора.
Источники информации, принятые во внимание при экспертизе
1. Шенкель Г. Шнёковые прессы для пластмасс. Л., Госхимиздат, 1962, с.388-390.
2.Патент Великобритании № 1336178 кл. В 5 А опублик. 07.11.73 (прототип) ..
70
Ь
..
/7///1/////////
vvyx
ХХХ/
voc
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых профильных изделий из термопластичных полимеров | 1981 |
|
SU1024292A1 |
| Способ изготовления полых профиль-НыХ издЕлий из ТЕРМОплАСТичНыХ пОли-MEPOB и уСТРОйСТВО для ЕгО ОСущЕСТВ-лЕНия | 1979 |
|
SU835795A1 |
| Способ регулирования толщины стенки трубчатого изделия из термопласта | 1981 |
|
SU939248A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ МЕТОДОМ ЭКСТРУЗИИ | 2003 |
|
RU2233742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ТРУБ С ЦВЕТНЫМИ ПОЛОСАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176596C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ МЕТОДОМ ЭКСТРУЗИИ | 1999 |
|
RU2138395C1 |
| СПОСОБ ПОЛУЧЕНИЯ И КОНСТРУКЦИЯ ЗАМКОВЫХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ ИЗ ПОЛИКАРБОНАТА | 2019 |
|
RU2728440C1 |
| Способ изготовления профилированных изделий | 1983 |
|
SU1109315A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| СПОСОБ ОХЛАЖДЕНИЯ И КАЛИБРОВКИ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, ПОЛУЧАЕМЫХ МЕТОДОМ ЭКСТРУЗИИ | 2006 |
|
RU2319611C2 |
/5
Фиг.2
