Известен способ точечной контактной электросварки, по которому режим сварки автоматически изменяют в зависимости от изменения сопротивлеНИя сварочного контакта. Однако этот способ не позволяет осуществлять автоматическую сварку изделий с переменным ио толщине профилем.
Предложенный способ предназначен для сварки деталей сложного нрофнля и отличается от известного тем, что сварку каждой точки начинают при силе тока и усилии сжатия, соответствующих режиму, применяемому для сварки минимальных значений толпип данной пары металлов по пзвест.чому цнклу с неизменным во времени током и усилием сжатия, а затем и ток, и усилие сжатия, взаимио согласованные по величине, нзмеияют во времени (в сторону увеличення) одновременно с определенной скоростью, соответствующей
d/a, - /св(Д)
сДД)
dF dt /св(Д)
Г . (2)
сз(Д)
где /ев - сварочный ток, изменяющийся ио величине во времени;
/св(А)-иараметрическая функция, выражающая зависимость между велич ной неизменного ьо времени тока
(/ев) и толщиной деталей (А) при неизменном во времеш усилии сжатия (fee);
РЫ - усилие сжатия электродов, изменяющееся по величине во времени;
(А)-параметрическая функция, выражающая зависимость между величиной иензменного во времени тока (/ев) и толщиной деталей (А) при неизмениом во времени сварочном
токе (/ев);
А - постоянная толщина деталей; 7св(А) -пара.метрическая функция, выражающая завиоимость между временем действия тока (Тсв) и толщи1юй
деталей (А) при неизмеииы.х во времени токе (/ев) и усили сжатия электродов (FCK); t - время.
Опознавание толщины металла нроисходиг иепосредствеппо в процессе формироваиия литой зоны соединения путем пзмерения интегрального значения модуля величины падении ев
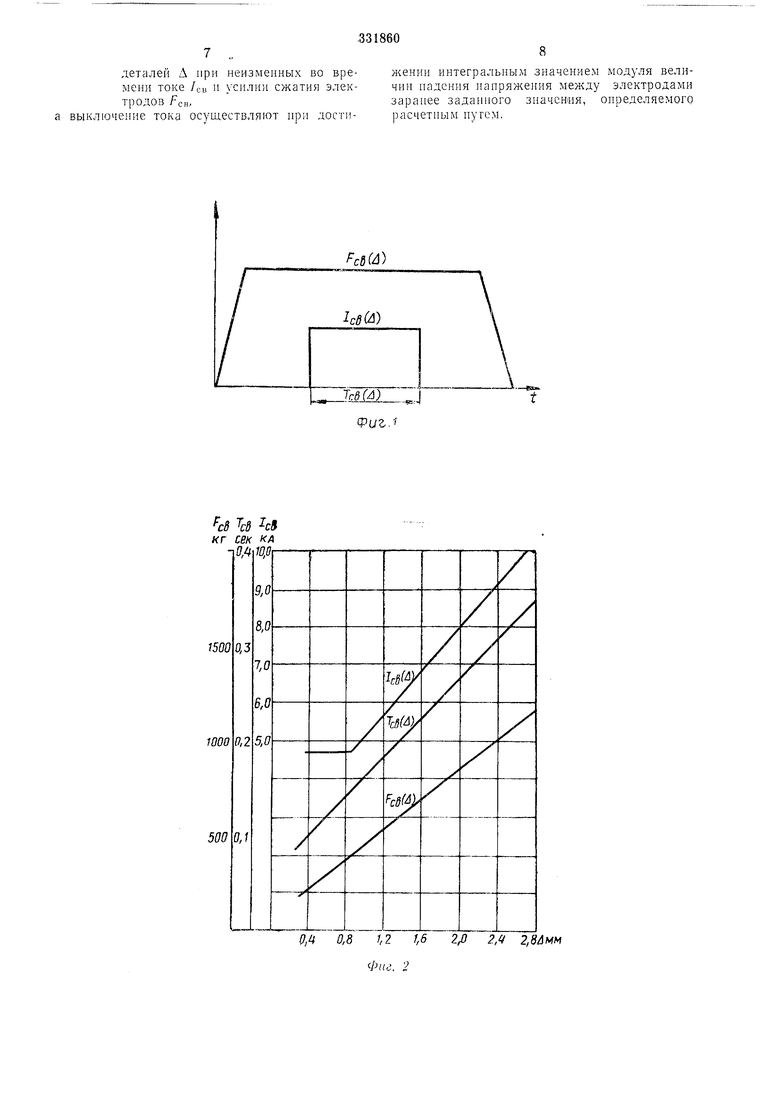
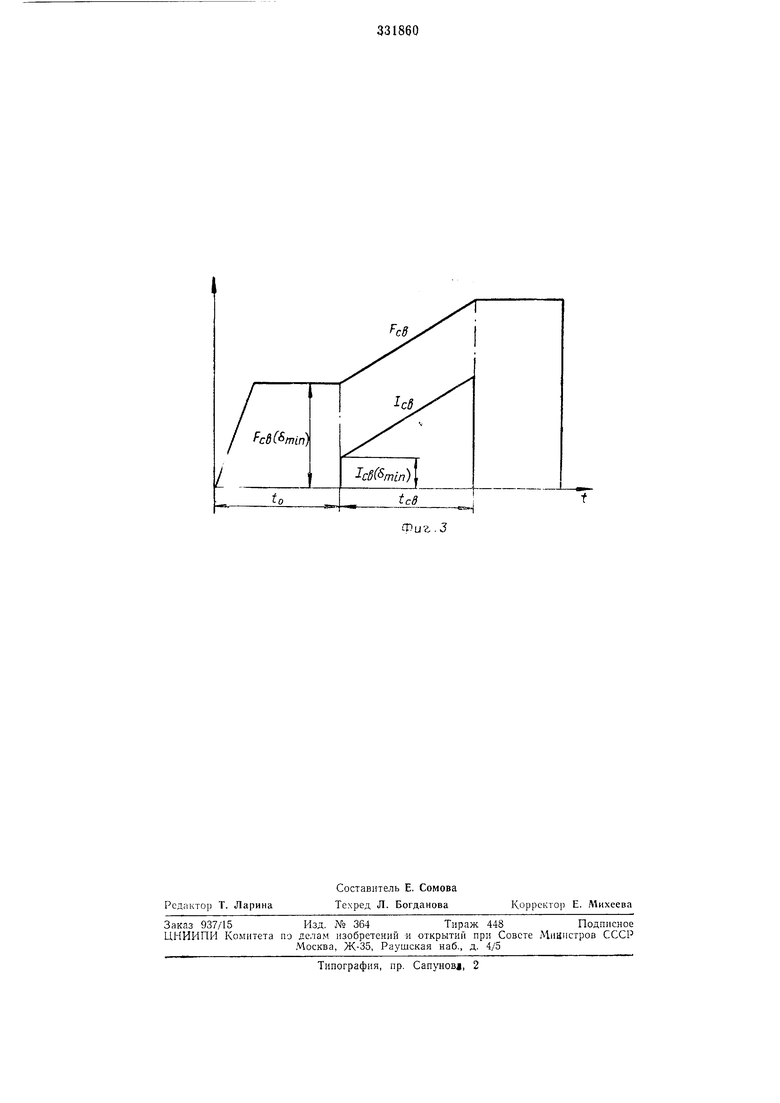
напряжения J (o)dt lia участке электрод-деталь-электрод, (являющегося функцией сопротивления сварочного контакта), а окончание сварки производится в момент достижения указанной величиной определенного, Для автоматического регулирования процесса время пропускания тока /ев может быть 1ассч11тапо заранее по специальным формулам как функцня от пнтегрального значения модуля иелнчнпы падепня напряжения на участке электрод-деталь-электрод u,,{:.)di Па . 1 нзображена циклограмма известного способа сваркп, осуществляемого п)и неизменных во временн токе /ев н усилии сжатия электродов /-сп II временн действия тока Уси; на фнг. 2 приведены колпчествепные соотношения между величинами названных параметров в завнсимости от толн11( деталей (Л) н материала; на фш. i --- н,11клог)амма нредложенного процесса. Длительность / протекания тгжа /.i, для дианазона нроизволыюго изменения толщины свариваемых детало, огранпченного соотно т ах о может быть высчитана нз шением Oj уравпения (miii Г П tfM ,(Дтах) J I I - -:;, cii(Amiix) ) иУС Лэ(тзх)св(Ат11|) - Лэ (АшпРТсмСАшах) (max) CB(Jmiii) где 7св (Amin) Н Гсв (Ащах), сек - значенне временн действия тока при сварке деталей наименьшей (), и наибольшей (Ашах бтах) ТОЛЩИНЫ ПО циклу, нзображенному на фиг. 1, и значениях параметров /шь заданных известными параметрическими функциями /ев (А), св (А), Гри (А), (СМ. . 2) ээ(А„ш.)- I 8э(А„ш,) св() J I (Дтах) i di вольт-сек - ВЭ(АШ.Х) еоответетвенно численное интегральное значение модуля величины падения напряжения Ну,-, иа участке электрод-детали-электрод при сварке деталей минимальной (Amin crmin) и .максимальной (Amax 6max) ТОЛЩИН в соответствии с циклограммой, изображенной на фнг. 1, и значениях параметров /ев, FCK, заданных известпымн параметрическими функциями /сп (А),-.Рев (А),Гсв (А) (см. фнг. 2)/ В тех случаях, когда толщнпа евариваемых деталей измеияется произвольным образом в соответствие широких пределах 1 ;- (3), необходимое для осуществления автоматического регулирования процесса но предлагаемому способу, может быть установлено экепериментальным путем. Для этого выпол1 яются измерения величины I |6ээ|й(/ при сваролщин. Время действия тока подбирается эксерн.ментально, вручную, исходя из требуеых размеров сварочного соединения и толины. Весь диапазон, в котором происходит прозвольпое заменение толщины (от Amin 6miii о Amax 6max), УСЛОВНО делится иа п учаетов, например, в соответствии с нормальным ядом толщин листового и|)оката. Свариваютя образцы, толщина которых соответствует )аницам участков условного деления всего ианазопа. По результатам из.мереиия еостав1яется таблица, даюниш нскомое соот1 етствие 3). 1)И этом на каждого отдельного сдается уравчастка пеллчина ением нрямои, проходящей через две соседие точки, в соответствии с уравнением (4) при , cb(AA+l)(A) -i,()) -(Afc)(A/.)y.A (АА + 1)-Гс„(Л,г) де n - число участков, на которое разделен весь дианазои произвольпого пзмелепня толщниы деталей; k - порядковый помер участка, , 2, 3,..., (А-1), k, (/e-fl), ..., n; А - неизменная, заранее известная толщина деталей; А. - иепзмеппая, заранее изветспая толщина, соответствующая грапнце участков с порядковы.м по.мером Ай+1 - неиз.меппая, зарапее известная толщина, соответствующая границе учаетка k с участком с порядковым номером /г-f-l. (A;i)-выраженное в вольт-сек численное интегральное значение величины модуля падения напряжепия на участке электрод - детали - электрод, которое установлено прямыми из.мерениями ири сварке толщины Аь 3o(A;i+J TO же для толщины Ал+ь -В(АА) -выраженное в секундах численное значение времени действия тока, которое экспериментально подобрано для сварки деталей толщины А,о СП(АА-|-|) -то же для толщины АА+Ь Расчет режимов сварки по предлагаемому снособу рассмотрен на примере сварки стали ВНС-2 За основу взята серийиая сварочная мащииа (типа МТПУ-300). Скорость возрастания усплня регулировалаеь носредство.м изменения скорости выпускания воздуха из камеры противодавления в цнлиндре механизма сжаДля регулирования тока и иремеии его действия применялась снсциалы о собранная схема. Осуществлялась сварка деталей в диапазоне толщин от 0,,6 мм до 3,,0 мм но циклу, изображенному на фиг. 3. Для сварки деталей определенной толидины .из aтepиaлa ВНС-2 применяются режимы, нзображеиныс на фиг. 2.
Согласно нриведенным данным и учитывая минимальное значение толщины детален 0,6 мм, начальное усилие сжатня электродом РСП (б) равно 300-350 кг, начальное значение тока /ев (б) равно 4,75 ка. Скорость возрастания тока и усилия сжатня электродов задана в соответствии с выражениями (1) и (2).
Согласно фиг. 2, на интервале времени от нуля до 0,14 сек скорость нарастания тока равна нулю, а на интервале времени от 0,14 сек до 0,36 сек скорость нарастания постоянна, так как параметрическая функция /ев (А), Тсъ (Д) на это.м участке выражена прямой линней.
2,75 I .
27
мм J
0.
I мм J
Так как параметрические функции Г,.у,(, TCT, (Л), изображенные на фиг. 2, также являются прямыми, скорость нарастания вел1 чины усилия при любом вре.мепи (/) на интервале от иуля до 36 сек постоянная кг
400
Г«.1.
мм
- 4000 L сек I
dt
Г сек
сек
0,1 I J
мм
Для автоматического задания времени денстВИЯ тока но предлагаемому способу необ.ходимы сведе 1ня о величине иитегрального значения модуля иадения напряжения на участке электрод -детали- электрод ири сварке деталей coHCTaniiei r толпшн 0,6-|-0,6 мм и сочетанием 3--3 им, когда сварка осуществляется ио циклу, изображенному на фнг. 1, и параметрах, заданных графиками фиг. 2. Необходимые сведения, иолученные эксперименталыпл.%г нутем, приведены в таблице.
Условие выключения сварочного тока задается соотнощением
Изменение радиуса рабочей но15ерхиости электродов осунгествлялось вручную и нроизг одилось иа осиоваинн rpy6oii визуально оценки толщииы деталей - «на глаз. Для
деталей толщнной от 0,6 до 1,2 мм нрименялнсь электроды с радиусом 50 мм. Для остальных деталей радиус электродов был 150 мм. Измерения размеров лито зоны полученных сварных соединений показали, что
при сварке деталей любой толщины в диапазоне от 0,6 1 0.6 мм до 3,,0 .if.u нредлагаемый способ обеспечивает получение еоединений с paзмel), соответств юии1мн толнипи деталей, т. е. для 0,6 + 0,6 мм диаметр ядра
4,0 мм, для l,5-fl,5 .u.u - диаметр ядра 6,0 мм, д.дя 3,0- 3,0 мм-диаметр ядра 9,5 мм и т. п.
В1)1полнение сварки по оиисываемому способу гарантнрует получепие качественных соединений без выплесков при сварке деталей с цзме шющейея толщиной.
И р е д м е т изобретения
Способ точечной контактной электросварки,
преимуществеиио деталей, изменяющихся пп толщине произвольным образом в заданных пределах, по которому режим сварки автоматически изменяют в завиенмости от изменения сопротивления сварочного контакта, отличаюп(иися тем, что, с целью получения качествеп ого соедпиения во всем диапазоне нзменения толиипт при условии согласовання сварочного тока и усилия сжатия электродов в течение всего цикла сварюн, сварку каждой точки начинают при силе тока и усилии сжатия, соответствуюпитх , применяемому для сварки минимальных значений толщин данной пары металлов по известному циклу с нензменным во времени током и усилием сжатия,
ч затем ток н усилие сжатия увеличивают со скоростями
,
rfF,,
rf/CB УсзСЛ)
di di
«(Л)
/гп - сварочный
ток. изменяемый вп врегде
мени; / - время;
/(i;(i)-параметр 1ческая функция, выражающая зависимость между величиной нонзменного во времени токм /гв н ТОЛЦЦ1НОЙ деталей Л прп неизменном во временн усилии сжатия
электродов FOR,
F-rjt - усилие сжатия электродов, изменяемое во времени;
(А)-параметрическая функция, выражающая зависимость между величиной неизменного во времени усттлия сжатия электродов FCK и толщиной деталей А при неизменном во времени сварочном токе /СБ,
/св(А)-параметрическая функция, выражающая завиеимоеть между временем действия тока Гсв и толщиной
деталей Д при неизменных во времени токе /ев и усилии сжатия электродов ,
а выключение тока осуществляют ири достижении интегральиым значением модуля величия падения напряжения между электродами заранее задапиого значения, определяемого расчетиым нутом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом точечной и шовной сварки | 1980 |
|
SU941091A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1756067A1 |
| Способ сборки электродов для контактной точечной сварки с электрододержателями | 1991 |
|
SU1795933A3 |
| Способ сварки кольцевых стыков | 1991 |
|
SU1757812A1 |
| Способ контактной точечной сварки | 1988 |
|
SU1669666A1 |
| Способ контроля скорости электрошлаковой сварки | 1986 |
|
SU1683936A1 |
| Способ регулирования процесса электронагрева | 1981 |
|
SU984767A1 |
| Способ регулирования процесса контактной точечной сварки | 1978 |
|
SU747652A1 |
| Способ контактной точечной сварки | 1990 |
|
SU1738548A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА | 1970 |
|
SU265320A1 |
0,14 0,8 1,2 1,6 2 г 2,
Фиг.
