,1
Известны подводимые опоры для обработки нежестких консольных деталей, выполненные в виде блока толкателей, смонтированных на общей подвижной платформе, выдвигаемых клиньями от гидроцилиндра, и взаимодействующие с базовой деталью, расположенной вне их.
Предлагаемая подводимая опора отличается тем, что она оснащена нежесткой опорой, дополнительно смонтированной на платформе, в виде подпружиненного толкателя, оснащена роликом, взаимодействующим с базовой деталью, представляющей собой планку со скосом, и выполнена фиксируемой клином, повернутым по отношению к клиньям толкателей на угол 180° и подвижным от гидроцнлиндра. Такая конструкция опоры повышает точность базирования.
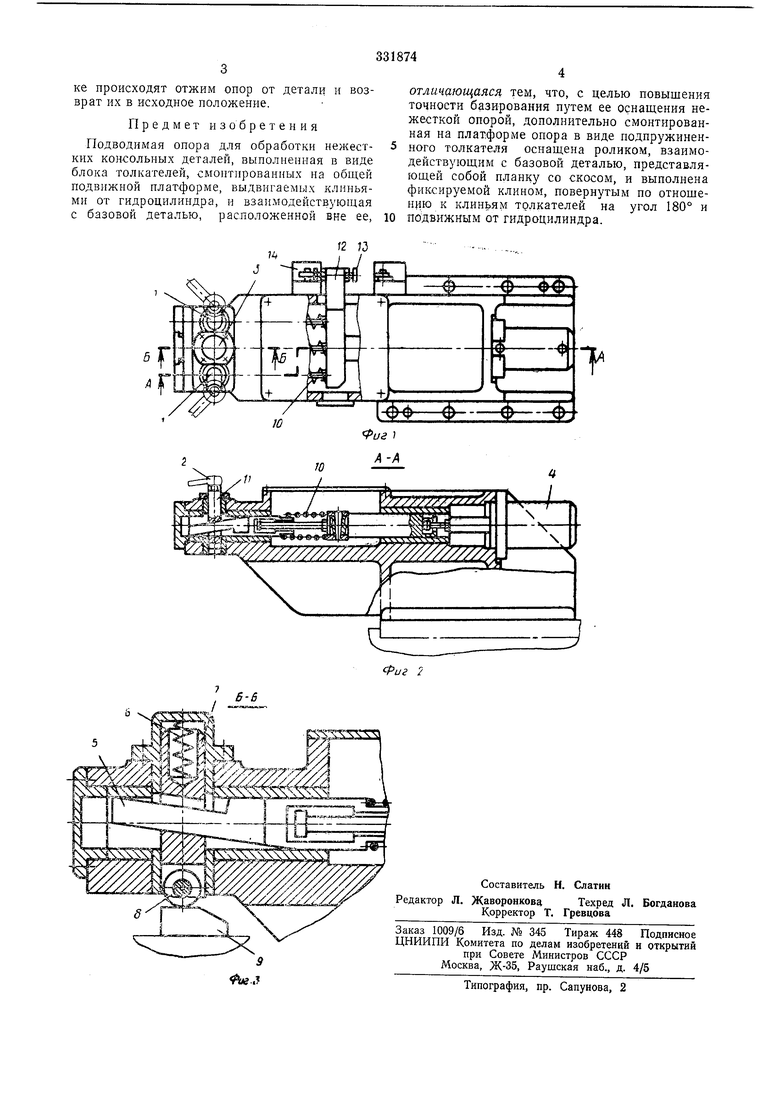
На фиг. 1 изображена описываемая опора, вид сверху; на фиг. 2 - то же, разрез по А-Л на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Подводимая олора содержит два клиновых механизма / (имеющих толкатели и клинья), поддерживающих обрабатываемую деталь 2, нежесткую дополнительную клиновую опору 3, .приводимые в действие от одного гидроцилиндра 4. Нежесткая дополнительная опора (фиг. 3) состоит из клина 5, пружины 6, толкателя 7 и ролика S. Пружина обеспечивает постоянный контакт ролика с базовой
деталью, представляющей собой планку 9 со
скосом, установленную на приспособлении.
В механизмах J установлены такие клинья,
какими снабжена опора сЗ, в которой клин расположен повернутым по отношению к клиньям толкателей на угол 180°. Все три клина поджимаются только пружинами 10, чтобы не было пережима обрабатываемых деталей.
0
Работает опора следующим образом. Механизм подводимой опоры устанавливается на платформе нодкатного стола или другой подвижной платформе агрегатного станка илн автоматической линии и перед обработкой сверху (сверление, зенкерование и т. п.) подводится так, что толкатели 11 оказываются под обрабатываемыми деталями. Затем приводится в действие гидроцилиндр, который толкает планку 12 с тремя прул инами 10, последние
0 перемещают клинья, которые в свою очередь приводят в контакт толкатели // с обрабатываемыми деталями, а толкатель 7 - с планкой 9, установленной на приспособлении. Консольная часть планки 12 регулируемыми вин5тами 13 в своих крайних положениях нажимает на ролики путевых переключателей 14. Таким образом выбираются все зазоры, после чего происходит механическая обработка детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования нежестких цилиндрических деталей | 1982 |
|
SU1060421A2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ НЕЖЕСТКИХ ЗАГОТОВОК | 2014 |
|
RU2546953C1 |
| Устройство для обработки деталей типа гильз цилиндров | 1983 |
|
SU1122441A2 |
| Устройство для шлифования нежестких цилиндрических деталей | 1979 |
|
SU872206A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ОСТРЯКА СТРЕЛОЧНОГО ПЕРЕВОДА | 2005 |
|
RU2294267C2 |
| Устройство для крепления нежестких деталей | 1979 |
|
SU884943A1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПЛОСКИМИ ИНСТРУМЕНТАМИ | 2015 |
|
RU2600302C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Автоматизированная установка для перфорации листовых заготовок | 1983 |
|
SU1091965A1 |
