Изобретение относится к обла.стн обработки металлов резкой под давлением, в частности к способам изготовления из ленты деталей электрических машин типа роторов и статоров.
Известен способ изготовления из ленты деталей электрических машии типа роторов и статоров, осуществляемый в следующей последовательности: пробивка пазов с одного края ленты, отжиг и правка ленты, намотка ленты в спираль на ребро с базировкой на боковые поверхности пробитых пазов, разрезка спирали на части задашюй длины с последующей спреосовкой их в пакеты. Однако, известный способ не обеспечивает получение точного внутреннего диаметра , а также постоЯ нство разморов паза и щага между пазами.
В описываемом способе пробивку пазов осуществляют в две стадии: первая - предварительная пробивка пазов с размерами меньше ном.ииальных, вторая - окончательная пробивКа пазов в уже готовом витке, спирали с заданными размерами. Перед намоткой лепту формируют в конических роликах, и растягивают непробитую ее часть, а на,мотку ленты в спираль произ1водят на оправ.ку с базиро.ваиием по торца-м перемычек между пазами, при этом с целью облегчения усло-вий гибки непробитую часть ленты нагревают.
ского процесса изготовления из ленты статоров и роторов.
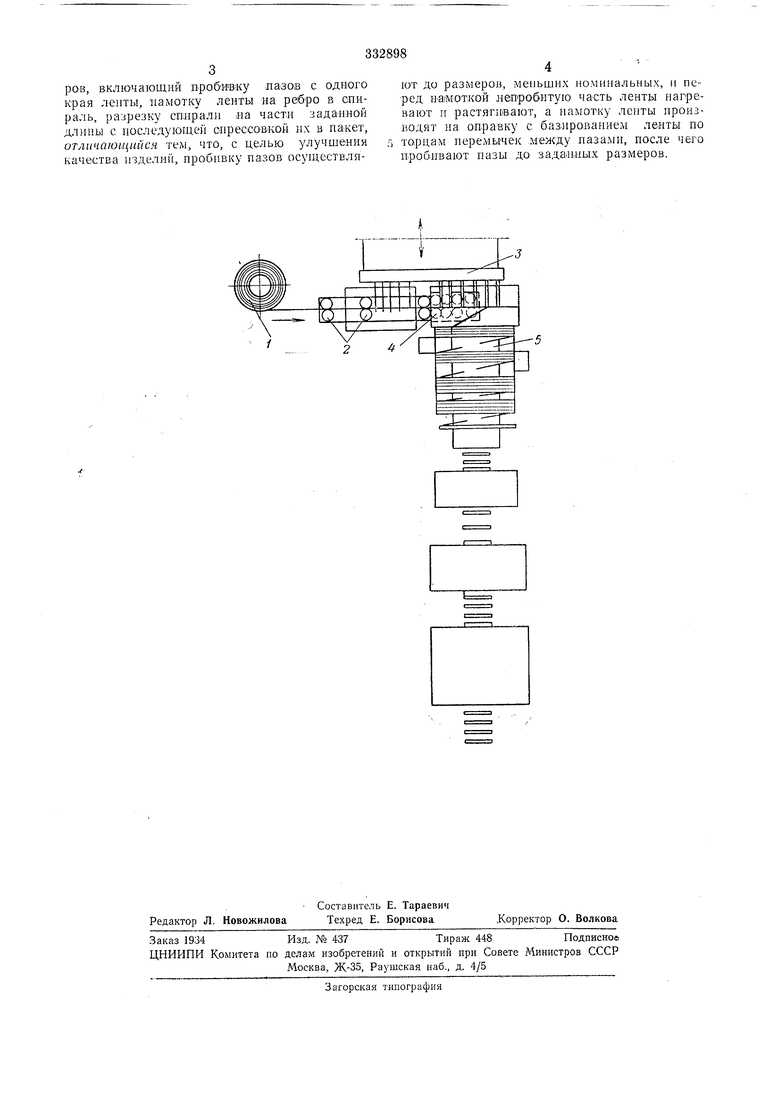
Способ осуществляют следующим образом. С намоточиого барабана 1 ленту подают в лентоиаправляющие ролики 2, и специальнылг устройством 3 осуществляют одновре)меннук) пробивку на ленте нескольких назо.в с размерамн, меньше номинальных; затем непробитую часть ленты -нагревают установкой ТВЧ, сва1рочным трансформатором или другим нагревательны м устройство м.
Далее лента попадает в дифференциально .настроенные миогоиарные конические ролики 4 с коиусиостью, соответствующей конусности образуемого витка спирали, проходя через которые иепробитая часть ленты растягивается, затем ленту наматывают в спираль на вал - барабан 5, базируя ее но торцам перемычек между пазами.
Иа готовом витке спирали пробивают пазы до ок0;нч а тельных размеров, причем по времени окоичательная пробивка пазов совпадает с предварительной пробивкой.
Затем спираль разрезают на части задапиой длины, спрессовывают витки спирали в пакет, сваривают и подвергают отжигу и оксизации.
ров, включающий пробивку пазов с одного края лепты, намотку ленты на ребро в спираль, разрезку сппралп ,на части задаппой длины с последующей спрессовкой нх в пакет, отличающийся тем, что, с целью улучшения качества изделпй, пробивку пазов осун ествляют до размеро1з, мепьшнх номинальных, н перед Намоткой лепробитую часть ленты нагревают и растяги-вают, а намотку ленты производят иа оправку с базированием ленты по торцам перемычек между пазами, после чего пробивают пазы до задаашых размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витых магнитопроводов | 1982 |
|
SU1061219A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075351A1 |
| Магнитопровод ротора электрической машины | 1989 |
|
SU1764123A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| Способ последовательной штамповки пластин сердечников электрических машин | 1990 |
|
SU1787622A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2305889C2 |
| Ярмо магнитопровода электрической машины | 1981 |
|
SU1078534A1 |
| Витой ленточный магнитопровод | 1988 |
|
SU1737535A1 |