Изобретение относится к способам замены изношенной ле1иты .на конвейерах.
Известен сноеоб замены ленты, который заключается в том, что ленту на конвейере разрезают и соединяют с концом новой ленты, намотанной на бобине, иоеле чего сматывают ленту е конвейера и од овременно протягивают иовую ленту. Однако необходимость последовательной замены отдельных кусков ленты на конвейерах большой длины с последовательиым вы-полнением иескольких стыков приводит к длительной остановке конвейера.
Цель изобретеиия - сокращение времени на замену ленты. Для этого последнюю разрезают дополнительно в другом месте и также соедиияют с копцом новой ленты, намотанной на ьторой боби}1с, после чего сматывают ленту с конвейера и протягивают новую ленту одновременно с двух сгорон.
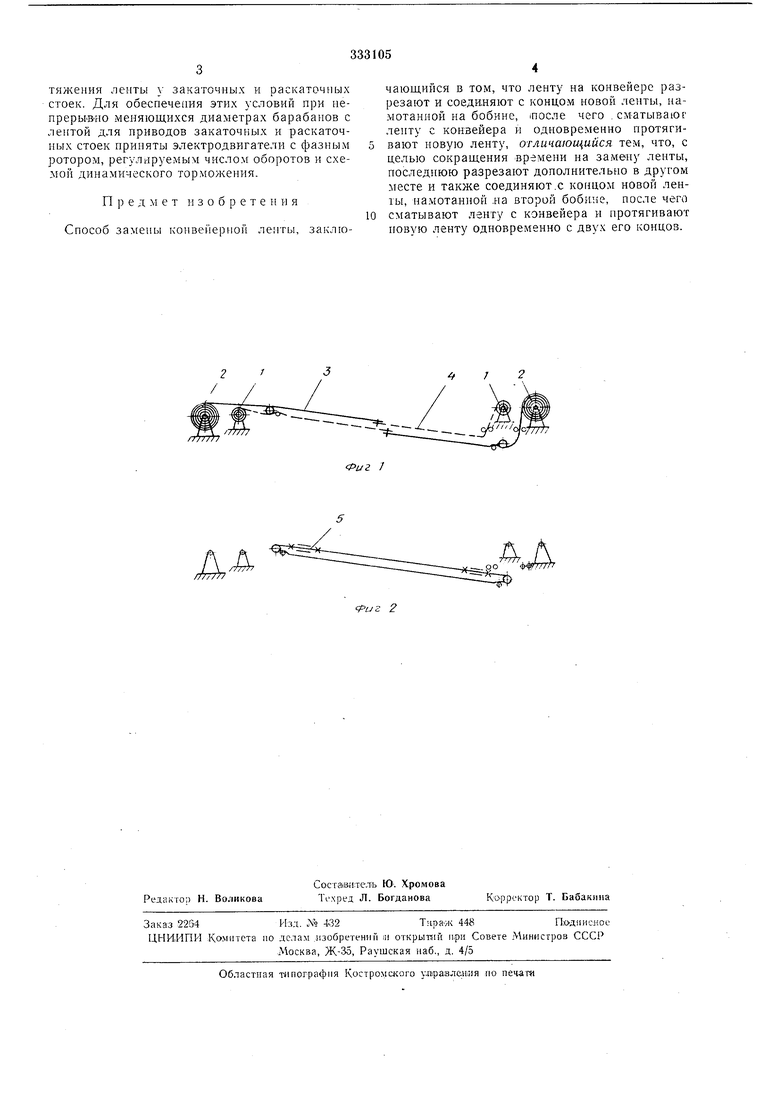
На фиг. 1 изображеиа схема замены конвейерной ленты; на фиг. 2 - схема стыковки ленты.
Посту паюш.ий рулОН конвейерной ленть устанавливается на вал закаточной стойки /. Наружный конец ленты крепится на барабане раскаточной стойки 2 и электроприводом последней ленты 11аматыЕается на нее. Для предотвращения нроизкольного раскручивания вала закаточлой стойки с лентой и для создания натяжения в последней применяется динамическое торможение привода. После перемотки первого рулона ленты на закаточной стойке станавливаетея второй рулон ленты, конец иоследней разделывается на вулка-низационном столе и стыкуется с предыдущей лентой. После этого второй рулон пере.матывается на вал СТОЙ1КИ 2. Так последовательно на барабаны раскаточных стоек наматы1вается лента 3 необходимой длины для данного конвейера.
Подготовка ленты 3 производится до остановки конвейера.
После подготовки конвейер останавливается и изношенная лента 4 оазрезается одновременно в двух .местах сторон конвейера.
С каждой стороны один конец изношенной ленты закрепляется на барабанах стоек /, а ко вторым концам прикрепляется лента 3. Затем, одновременно с двух сторон, включаются приьоды закаточных стоек, лента 4 заматывается па барабан закаточной стойки, а новая 3 сматывается с раскаточной стойки.
После укладки иовой ленты концы ее стягиваются и производится одновременная стыковка вулканизациопиыми аппаратами 5 концов лент с двух сторон конвейера. С целью создания устойчивого режима работы, а также предотвращения произвольного раскручиваиия барабанов, с которых смагьивается лента, предусматривается поддержание примерно постоянной скорости движения и постоянного иатяжения ленты у закаточных и раскаточных стоек. Для обеспечения этих условий при непрерывно меняющихся диаметрах барабанов с лентой для приводов закаточных и раскаточных стоек приняты электродвигатели с фазным ротором, регулируемым числом оборотов и схемой динамического торможения.
Предмет изобретения Способ замены конвейерной ленты, заключающийся в том, что ленту на конвейере разрезают и соединяют с концом новой ленты, намотанной на бобине, (после чего .сматывают ленту с конвейера и одновременно протягивают новую ленту, отличающийся тем, что, с целью сокращения времени на замену ленты, последнюю разрезают дополнительно в другом месте и также соединяют.с концом новой ленты, намота.нной .на второй бобине, после чего сматывают ленту с конвейера и протягивают новую ленту одновременно с двух его концов.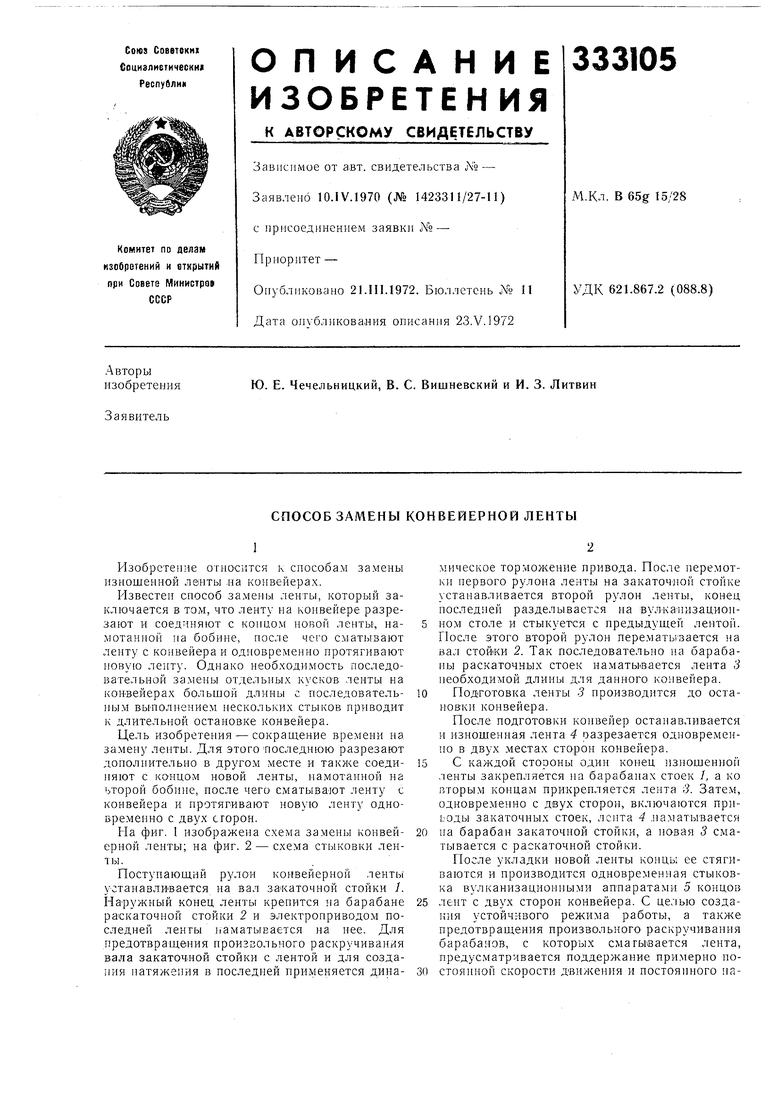
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортировки конвейерной ленты | 1979 |
|
SU870268A1 |
| Устройство для замены ленты на конвейере | 1978 |
|
SU941251A1 |
| Способ замены конвейерной ленты | 1978 |
|
SU821335A1 |
| Способ замены ленты на конвейере | 1978 |
|
SU785132A1 |
| Устройство для растяжения конвейерной ленты | 1980 |
|
SU948788A1 |
| Способ замены ленты на конвейере | 1982 |
|
SU1025600A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЛЕНТЫ | 2014 |
|
RU2568043C1 |
| Устройство для замены ленты на конвейере | 1980 |
|
SU939342A1 |
| РЕЗИНОТКАНЕВАЯ ЗАГОТОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ КОНВЕЙЕРНОЙ ЛЕНТЫ | 2014 |
|
RU2563700C1 |
| Устройство для замены изношенного рабочего органа машины непрерывного транспорта на новый | 1959 |
|
SU130835A1 |
; 2
