Обычно изгибание рессорных листов по т|рёбуемому радиусу производится ручным способом, причем верхний (коренной) лист изгибается по шаблону, а все последующие листы изгиба1бтся соответственно кривизне кореиного,лисга. Для создания усЗюБи плотного прилегания листов друг к другу на каждом из последующих листов производится изменение радиуса кривизны в сторону уменьшения последнего. ПриготовлеНйые таким образом рессорные листы, после насадки хомута, дают требуемую лЬтность. Вследствие того, что листыподготовляются к .сборке ручным способом, процесс длится в течение продолжййеяьного промежутка времени, причемокончательная пригонка производите прк остывшем металле, что неизбехшо-- ызывает в листе, от ударов молотка елкие йевидимые трещины, влекуидае- за собой поломку рессоры в работе,..
Предлагаемый стг1нок для из1;ибЬяия рессорных листов, механизирующий означенную работу, даёт возможность устранить указанные дефекты в изгибаенцгх листах.
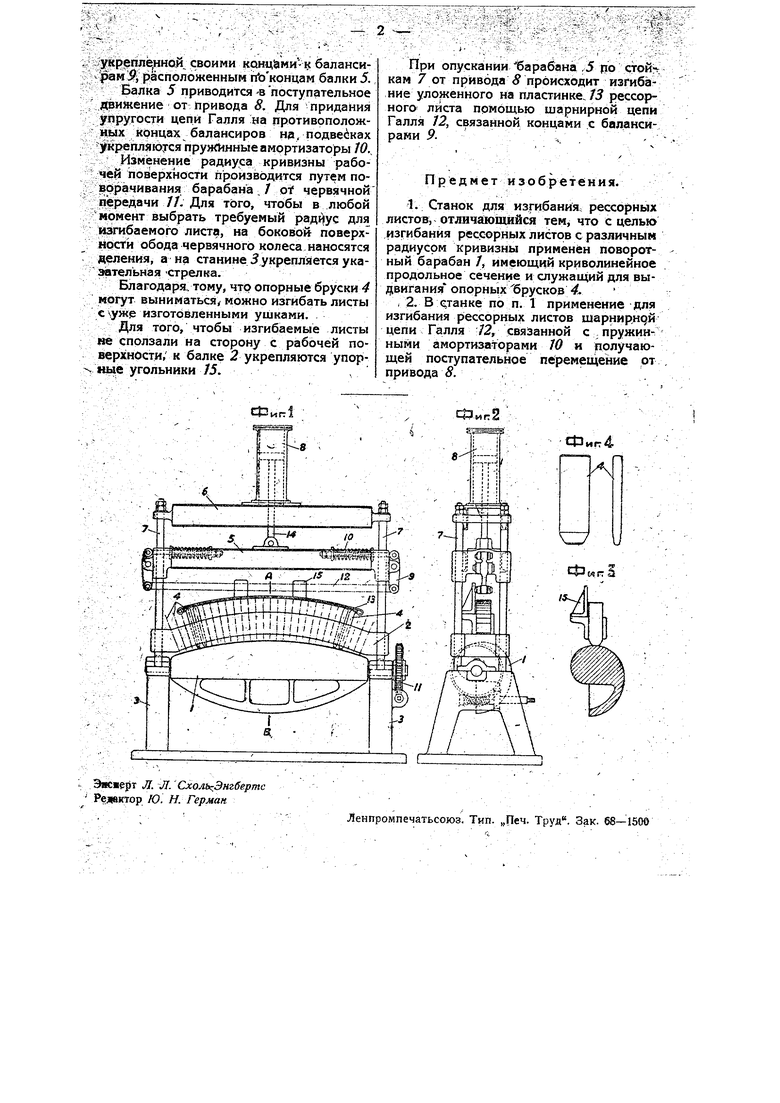
На чертеже фиг. Г, изображает вид станка спереди; фиг. 2 - вид его сбоку; иг. 3-разрез по линии АВ на фиг. 1; фиг. 4-вид в двух проекциях опорного бруска..,
(136)
Предлагаемый станок (фиг. 1 и 2) состоит из барабана /, имеющего в поперечном разрезе форму улитки (фиг. 3); в продольном направлении барабан имеет изменяющийся радиус кривизны. Барабан 7 своими цапфами опирается на станину 5; на последней установлены изогнутые стойки 7, по которым могут свободно перемещаться балки 2 и 5. Балка 2 располбжена над самым барабаном /, причем otn барабана и балки находятся в вертикальных параллельных плоско стях. Балка 2 снабжена рядом радиально расположенных прямоугольныхотверстий; в эти отверстия пропускаются бруски 4, которые имеют одинаковую дли(у и опираются своими нижними концами на поверхность барабана; при этом верхние концы брусков, вследствие одинаковой длины таковых, дают по своей поверхности радиус кривизны, равный радиусу кривизны барабана /. Верхние концы брусков -# являются опорною рабочею поверхностью для изгибаемых рессорных листов. Для того, чтобы на изгибаемом рессорном листе не получить граненой поверхности, на опорные бруски 4 накладывается стальная пластинка 13j имеющая ширину, равную ширине бруска ,На эту пластинку кладется нагретый рессорный лист, который обжимается, посредством шарнирной цепи Талля J2,
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для изгибания рессорных листов | 1935 |
|
SU49747A1 |
| Пресс для изгиба рессорных листов | 1935 |
|
SU48415A1 |
| Станок для гнутья деревянных элементов | 1948 |
|
SU75413A1 |
| САМОНАКЛАДЧИК ДЛЯ ПЕЧАТНЫХ И ТОМУ ПОДОБНЫХ МАШИН | 1931 |
|
SU38529A1 |
| СПОСОБ ПРОРЕЗАНИЯ ЛИСТА С ПОВЫШЕННЫМ СОПРОТИВЛЕНИЕМ УСТАЛОСТИ И ПОЛУЧАЕМЫЙ ЛИСТ | 2005 |
|
RU2386510C2 |
| ПЕРЕХОДНАЯ ПЛОЩАДКА С ЗОНАМИ СКРУЧИВАНИЯ | 2014 |
|
RU2677957C2 |
| ТЕЛЕЖКА ДВУХОСНАЯ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2005 |
|
RU2294295C1 |
| ТЕЛЕЖКА ЖЕЛЕЗНОДОРОЖНОГО ТОВАРНОГО ВАГОНА С ФРИКЦИОННЫМ ДЕМПФИРОВАНИЕМ | 2015 |
|
RU2602912C1 |
| Автомат для перемотки пряжи и ниток в мотки | 1957 |
|
SU115224A1 |
| Балансирная подвеска последовательно расположенных осей транспортного средства | 1981 |
|
SU1511158A1 |

