Изобретение относится к электрошлаковой сварке плавящимся мундштуком кольцевых или прямолинейных швов большой протяженности.
Известен способ сварки прямолинейных швов илавяшимся мундштуком, выполненным составным по длине шва. Однако по такому сиособу необходимо подавать сварочную проволоку через канал мундштука значительной , что вызывает увеличение усилия нроталкивания проволоки и проскальзывание иодаюш,нх роликов, а это приводит к возникновению дефектов в свариом ише.
Для устранення указанных недостатков предлагается сварочную проволоку подавать в каждую часть мундштука отдельным нодаюш,нм механизмом, а в месте перехода от одной части мундштука к другой нодавать нроволоку параллельно сразу но двум соседним каналам мундштуков. Причем скорость сварки но всей длине шва сохраняют неизменной за счет регулирования скорости иодачи ироволок.
Каналы для иодачи нроволоки выводят на боковую новерхность свариваемых изделий, где кренятся иодаюище ироволоку механизмы. В месте сочленения муидштуков каналы для иодачи ироволоки от следующего мундштука заходят в зону предыдущего для возможности сварки одно-Временно двумя авпаратами во время иерехода от участка шва.
заваренного первым аппаратом, к участку, спариваемому следующим аииаратом. Таким образом, сварка может выполняться двумя подающими мехаинзмами, которые переставляют поочередно по мере заварки отдельных участков шва.
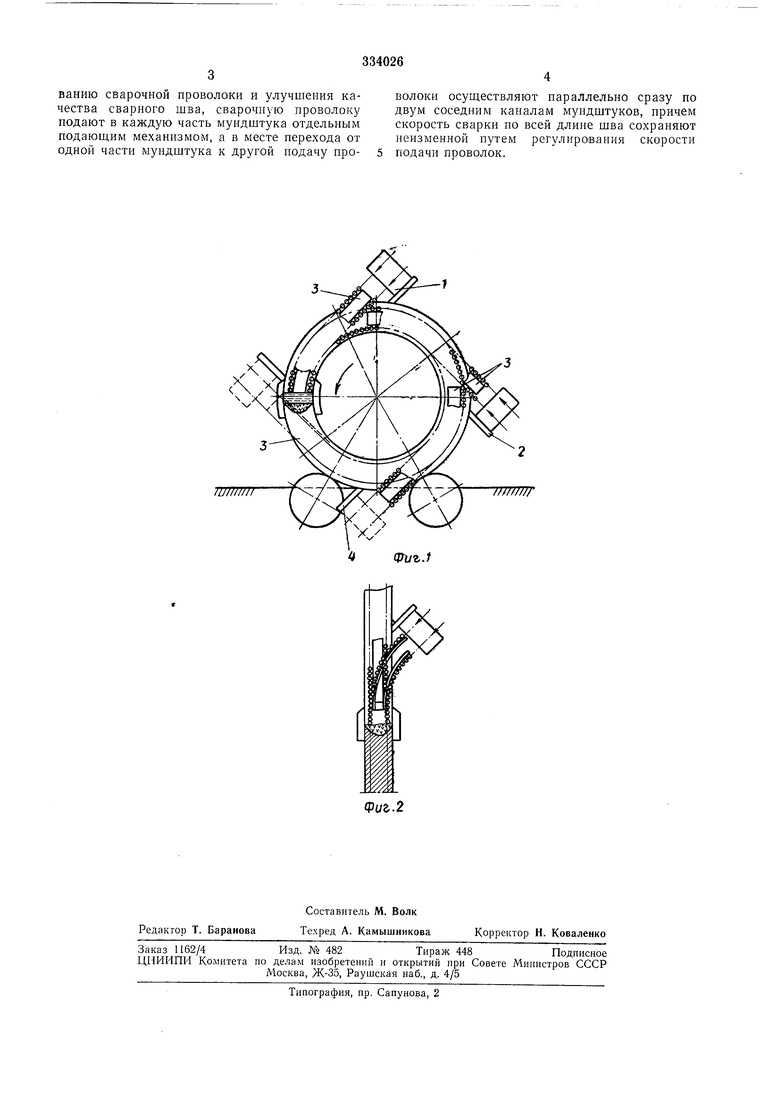
На фиг. 1 ноказана сварка кольцевого шва; на 2 - момент перехода от одной части мундштука к другой в случае сваркн нрямолинейных швов.
1, 2 - иодаюни1е механизмы сварочных аинаратов, 3 - илавящиеся мундштукн. Для ноддержання сварочной ванны в горнзонтальном иоложе1ип1 изделие враи.ают вместе с подаюии1ми мехаиизмамн. Сварку начинают механизмом 1, когда линия Л заиимает горизонтальное положение, работают механизмы 1 и 2, затем сварку осуи1,ествляют только механизмом 2, а механизм / нереставляют в положение 4 и т. д. до окончания заваркн всего стыка.
Предмет изобретения
Способ электрошлаковой сварки плавящимся мундштуком, нренмущественио швов большой нротяженности, при котором плавящийся мундштук разделяют но длине стыка на несколько частей, отличающийся тем, что, с
ванию сварочной проволоки и улучшения качества сварного шва, сварочную проволоку подают в каждую часть мундштука отдельным подающим механизмом, а в месте перехода от одной части мундштука к другой подачу проволоки осуществляют параллельно сразу по двум соседним каналам мундштуков, причем скорость сварки по всей длине шва сохраняют неизменной путем регулирования скорости подачи проволок.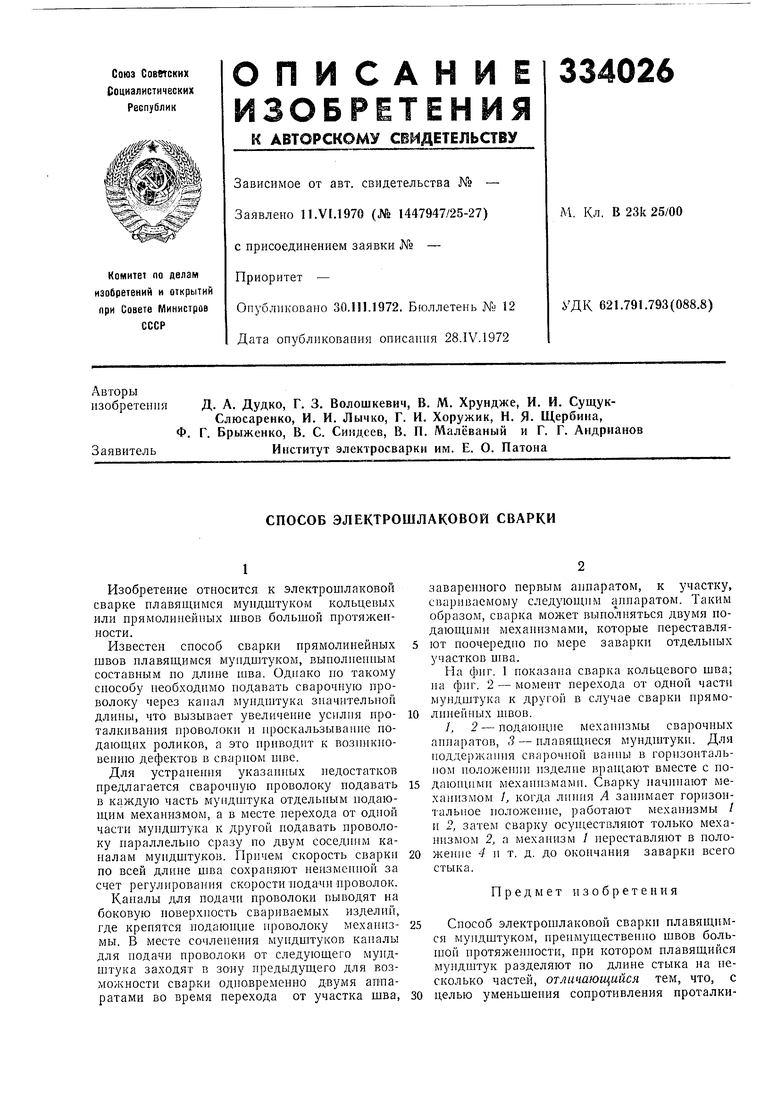
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ СВАРКИВСЕСО:О2НАЯ'• •т^ц-'i-n vrW>&">&T-5|;.:1;;паи^-.1ш%^1 БИБЛИОТЕКА | 1970 |
|
SU270150A1 |
| АППАРАТ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ПЛАВЯЩИМСЯ МУНДШТУКОМ | 1972 |
|
SU426774A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1970 |
|
SU260038A1 |
| Установка для электрошлаковой сварки металлов больших толщин | 1980 |
|
SU891288A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1969 |
|
SU235874A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ БАННОЙ СВАРКИ | 1967 |
|
SU197048A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
X 4 ЧЛ/г./
