1
Изобретение относится к оборудованию для сварки и может быть использовано в машиностроении-и котлостроении, в частности в атомном машиностроении и котлостроении для сварки швов больших толщин и протяжённости при электрошлаковой сварке плавящимся мундштуком и электродной проволокой.
Известна установка, содержащая i портал, на котором монтируются аппараты для электрошлаковой сварки, плавящимся мундштуком, кассеты с электродной проволокой, источники питания, пульты и шкафы управления и прочая технологическая оснастка Cl. Установка позволяет сваривать металл толщиной до 2500 мм. При необходимости для повышения универсальности она может быть снабжена двумя аппаратами А-535, колонны которых крепятся на портале.
Однако при сварке изделий толщиной свыше 2500 мм и ширине изделий более 4000 мм агрегатирование нескольких аппаратов, работающих в комплексе, не позволяет решить эту техническую проблему, так как электродная проволока от кассет, установленных стационарно, направляется к
подающим механизмам сварочных аппара-тов с перегибом под углом больше, чем t 5°, что ведет к быстрому выходу из строя роликов подакяцих механизмов, заеданию проволоки в роликах и даже прекращения тюдачи проволоки, что нарушает технологию сварочного процесса.
Цель изобретения - обеспечение од10новременной сварки изделий в одну или две ванны с одним или двумя раздельными швами.
Поставленная цель достигается тем, что в установке для электрошлаковой
15 сварки, содержащей портал, на котором установлены блоки кассет, блоки подающих механизмов -сварочных аппаратов, источники питания, пульты и шкафы управления, блоки кассет с элект20рюдной проволокой и блоки подающих механизмов сварочных аппаратов размещены на отдельных самоходных каретках, установленных с возможностью независимого перемещения друг относи25тельно друга параллельно горизонтальной оси свариваемого изделия.
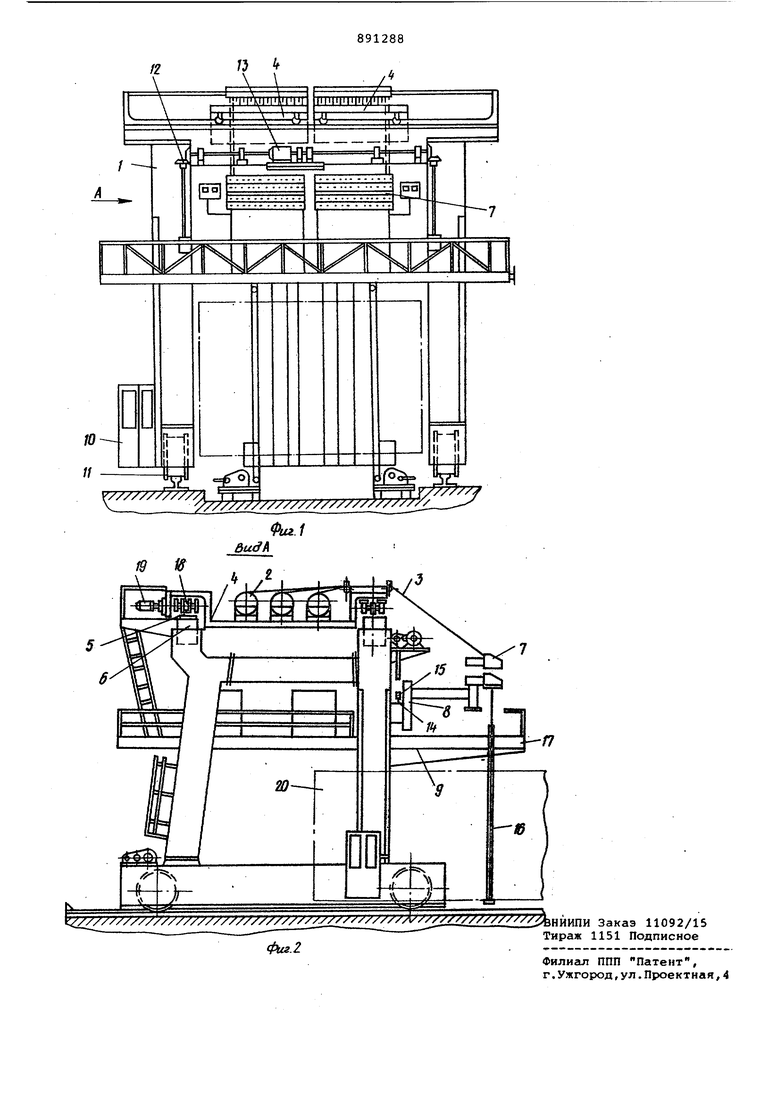
На фиг. 1 изображена установка, общий вид; на фиг. 2 - вид А на фиг.1
Установка содержит портал 1 для леремещения размещенного на нем обо30
рудования, в том числе блоков кассет 2, с электродной проволокой 3, смонтированных на самоходных устройствах 4, установленных на направляющих 5 поперечных балок 6 портала и блоко подающих механизмов 7 сварочных аппаратов, смонтированных, соответственно, на самоходных каретках 8, установленных на траверсе 9 портала. Самоходные каретки имеют возможность перемещения параллельно горизонтальной оси шва свариваемого изделия. Вертикальное перемещение траверсы 9 по направляющим 10 на передних вертикальных колоннах 11 портала осуществляется с помощью двух ходовых винтов 12 от одного привода 13.Траверса 9 снабжена направляющими 14, на которых установлены самоходные устройства 8. Самоходные устройства 8 снабжены ходовыми колесами 15, приводом и дополнительными роликами (не показаны)| способствующими нормальному перемещению по направляющим траверсы при настройке и устойчивости во время сварки. Самоходные устройства снабжены ручным винтовым .стопором (не показан), фиксирующие их положение над местом сварки. Сварочный процесс происходит при неподвижных траверсе и сварочных аппаратах. Для удобства обслуживания сварочных аппаратов с подающими механизмами и плавящихся мундштуков 16, портал 1 снабжен балконом 17 обслуживания, который прикреплен к траверсе. Крайние положения траверсы при движении вверх-вниз по колои нам портала ограничиваются конечными выключателями. Крайние положения сварочных аппаратов с блоками подающих механизмов, расположенных на самоходных устройствах, на балке- траверсы, а также самоходных устройств относительно друг друга ограничиваются конечными выключателями (не показаны) .
Вертикальные колонны портала поверху соединены между собой двумя поперечными балками б. На этих- балках смонтированы направляющие 5, на которых установлены самоходные устройства 4 блоков кассет 2 с электродной П.РОВОЛОКОЙ 3. Самоходные устройства снабжены ходовыми колесами 18 и приводами 19.
Установка работает следующим образом.
Подготовив изделия 20 к сварке, с установленными -плавящимися мундштуками 16, портал 1 подают к зоне сварки. Крепят мундштуки 16 к балкону 17 настраивают блоки подающих механизмов сварочных аппаратов на сварной стык, вводят электродную проволоку 3 в ролики подающих механизмов сварочных аппаратов и в каналы плавящихся мундштуков 16.
Производят корректировку положения блоков кассет с сварочной проволокой, устраняя перекос проволоки относительно блоков подающих механизмов сварочных аппаратов за счет перемещения друг относительно друга самоходных устройств с блоками кассет и самоходных устройств с блоками подающих механизмов. При необходимости сварки одновременно двух швов самоходные устройства с блоками кассет и с блоками подающих механизмов перемещают до обеспечения сварки нужных габаритов изделия.
Остальные вспомогательные и основные операции осуществляются в соответствии с процессом электрошлаковой 25 сварки.
Формула изобретения
Установка для электрошлаковой сваки металлов больших толщин, содержащая портал, с установленными на нем блоками кассет с электродной проволокой и блоки подающих механизмов сварочных аппаратов, а также источниками питания, пультом и шкафами управления, отличающаяся тем, что, с целью, обеспечения одновременной сварки изделий в .одну или две ванны с одним или двумя раздельными швами, установка дополнительно снабжена двумя самоходными каретками,блоки кассет с электродной проволокой и блоки подающих механизмов сварочных аппаратов, установлены на упомянутых каретках, которые при этом .установлены с возможностью независимого перемещения параллельно горизонтальной оси.
Источники информации, принятые во внимание при экспертизе
1. Бельфор М.Г., Сущук-Слюсаренко И.И., Лычко И.И.Синчук А.Г. и ЮЩенко И.В. Основное оборудование и технологическая оснастка для электрошлаковой -сварки. Киев, Наукова думка, 1977, с. 14, рис. 9 (прототип) .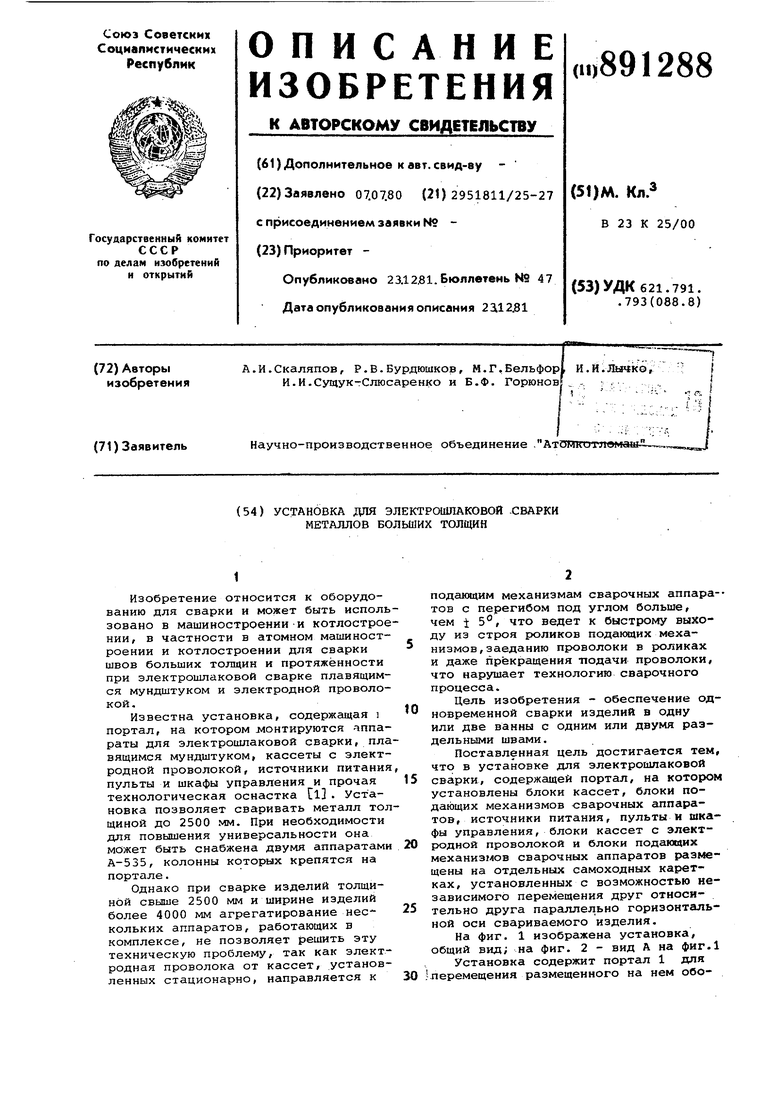
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Аппарат для электрошлаковой сварки плавящимся мундштуком | 1972 |
|
SU564127A2 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1980 |
|
SU927454A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927455A1 |
| Установка для сварки электрозаклепками | 1987 |
|
SU1609600A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| АППАРАТ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ПЛАВЯЩИМСЯ МУНДШТУКОМ | 1972 |
|
SU426774A1 |
| Плавящийся мундштук | 1976 |
|
SU580964A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |