Изобретение относится к области трубопрокатного производства.
Известен способ продольной прокатки труб, в котором при установлении предельных условий его осуществления применительно к одной клети, деформируют металл полой заготовки принудительно вращаемыми валками с окружной скоростью, больщей осевой скорости металла в любой точке их контактной поверхности на оправке, осевая скорость которой меньще той же осевой скорости металла. В этом случае имеет место отставание металла по всей контактной поверхности с валком. При скорости оправки, меньшей скорости металла по входной границе поверхности соприкосновения металла с оправкой в данной клети, зона опережения распространяется на всю контактную поверхность металла с оправкой. При этом силы трения направлены на контактных поверхностях в противоположные стороны и этим снижается давление прокатки. Для снижения давления по предложенному способу окружную скорость валков выбирают меньше осевой скорости металла в любой точке их контактной поверхности, а осевую скорость оправки - больше той же скорости металла.
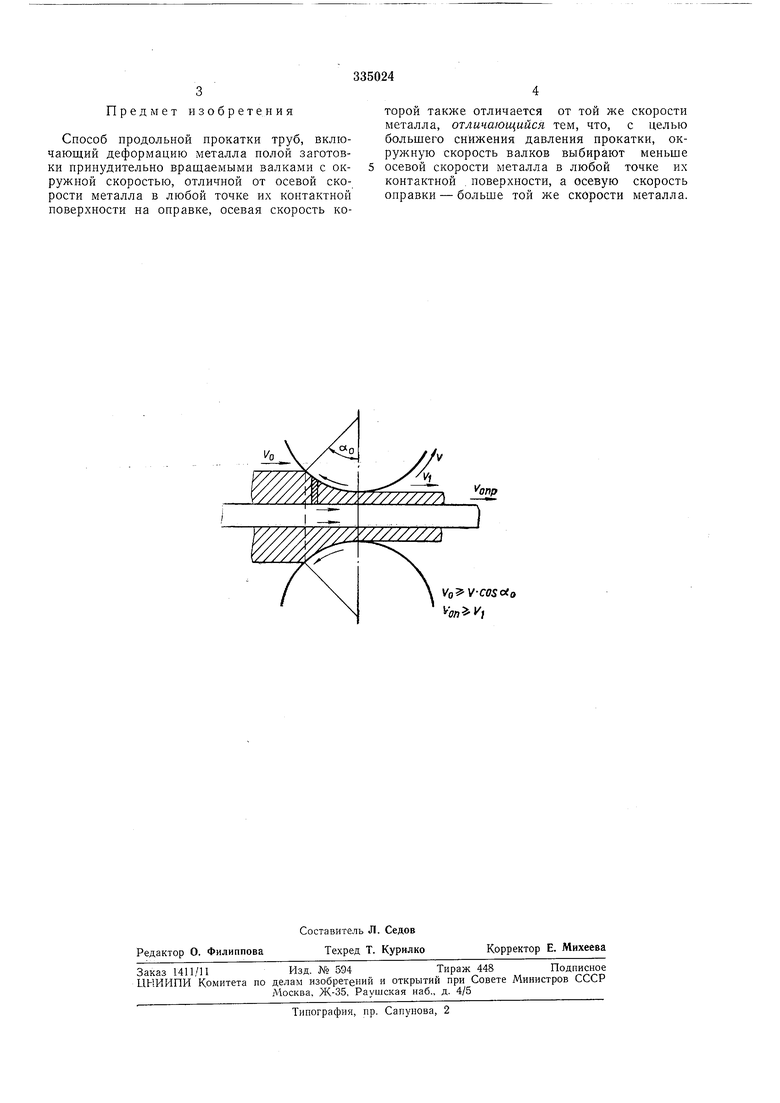
Металл полой заготовки при входе в валки меет скорость VQ, а при выходе из валков - скорость Vi. Валки в процессе прокатки вращают с постоянной скоростью V меньшей,
чем скорость металла Vo-Vi, а оправку перемещают в осевом направлении со скоростью Vonp, которая больше той же скорости металла Vo-УЬ При таком соотношении скоростей валков оправки и металла на контакте с валками создается однозонная контактная поверхность, когда все силы трения направлены в одну сторону, а на контакте с оправкой создается также однозонная контактная поверхность, но с противоположным направлением
всех элементарных сил трения. Таким образом, в любой части очага деформации на элементарный объем действуют противоположно направленные силы контактного трения, которые взаимно уничтожают свое влияние на величину удельного давления и полного давления прокатки.
Скорость металла может быть обеспечена
путем приложения к заготовке продольного
усилия (задний подпор, создающий скорость
Предмет изобретения
Способ продольной прокатки труб, включающий деформацию металла полой заготовки принудительно вращаемыми валками с окружной скоростью, отличной от осевой скорости металла в любой точке их контактной поверхности на оправке, осевая скорость которой также отличается от той же скорости металла, отличающийся тем, что, с целью больщего снижения давления прокатки, окружную скорость валков выбирают меньще осевой скорости металла в любой точке их контактной поверхности, а осевую скорость оправки - больще той же скорости металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продольной прокатки труб | 1990 |
|
SU1801635A1 |
| СПОСОБ ПРОКАТКИ ТРУДНОДЕФОРМИРУЕМЫХ ПОЛОС ПЕРЕМЕННОГО ПРОДОЛЬНОГО ПРОФИЛЯ | 2003 |
|
RU2243832C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 2010 |
|
RU2438808C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС | 2011 |
|
RU2467813C1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Способ непрерывной прокатки труб | 1978 |
|
SU719717A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЕТАЛЕЙ БУРОВЫХ ЗАМКОВ | 2005 |
|
RU2299104C1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Способ прокатки металлов | 1984 |
|
SU1243848A1 |
опр
Vo V-COSoCo
