Известны устройства для вывода инструмента из обработанного отверстия без образования риски, в которых резец отводится нутем создания на борштанге участка с пониженной жесткостью и упругого деформирования этого участка.
Предлагаемое устройство отличается от известного тем, что механизм унругого деформирования выполнен в виде закрепленного на станине приспособления, в корпусе которого установлен качающийся на оси плунжер с подпружиненной относительно него защелкой, взаимодействующей со свободными концом борштанги.
В результате установки механизма упругого деформирования борщтанги независимо от шпиндельной головки отпадает необходимость в создании на борштанге участка с пониженной жесткостью, что приводит к повышению качества обрабатываемых отверстий.
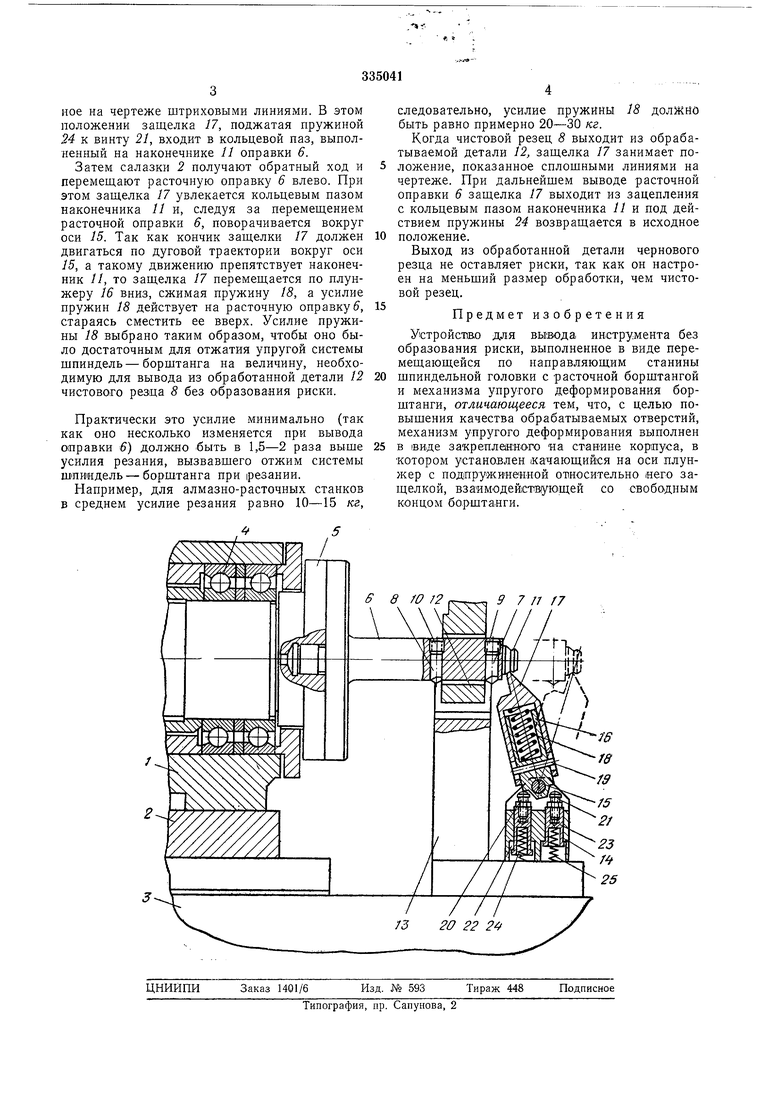
На чертеже изображено предлагаемое устройство, -продольный разрез.
Шпиндельная головка / расточного станка установлена на салазках 2 и может совершать движение подачи но направляющим станины 3 от любого силового органа (на чертеже не показан).
оправка 6. Оправка несет черновой резец 7 и чистовой |резец 5, регулируемые соответственно винтами 9 и 10. На конце оправки 6 выполнен наконечник // с кольцевым фигурным пазом. Обрабатываемая деталь 12 установлена в приспособлении 13, которое закреплено неподвижно на станине 3. На приспособлении имеется корпус 14, в котором на оси 15 может качаться плунжер 16 с защелкой 17. Последняя
отжимается от плунжера пружиной 18, а ее перемещение по плунжеру ограничивается щтифтом 19.
Качание плунжера 16 с защелкой 17 ограничивается регулировочными винтами 20 и 21,
сидящими соответственно на .плунжерах 22 и 23, которые могут перемещаться в корпусе 14 под действием пружин 24 и 25. При этом пружина 24 выполнена с большим усилием, чем пружина 25, поэтому в начальном положении
защелка 17 всегда поджата к винту 21.
Работает устройство следующим образом. В конце обработки отверстия в детали/2 последовательно черновым и чистовым резцами вращение шпинделя 1Прек ращается, шпиндель с
расточной оправкой 6 разворачивается в определенное угловое положение (например,.резцами вниз) с помощью любого известного устройства (на чертеже не показано), и салазки 2 со щпиндельной головкой / перемещают
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| ШПИНДЕЛЬНАЯ ГОЛОВКА ДЛЯ КОНУСНО ЭЛЛИПСНОЙОБТОЧКИ | 1965 |
|
SU174490A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Головка | 1974 |
|
SU465278A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
| Алмазно-расточной станок | 1972 |
|
SU452439A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| Способ и станок для обработки фасонных поверхностей деталей | 1975 |
|
SU543460A1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |
