1
Изобретение относится к колено-рычажным прессам для 1пре1ссо1вания -различных изделий в огнеупорной оромышленности.
Известен .колено-рычаж-ный пресс для двустороннего лрессования огнеупорных изделий, содержащий приходной ,вал и прессующий механизм с тягой. Однако большой период времени цикла работы пресса тратится на холостые ходы прессующего механизма, что снижает продолжительность прессования изделий и их плотность.
Для повышения производительности в преялагаемом прессе на приводном валу смонтирован кулак, на который одним концО|М О1г ирается ;закрепленный на оси рычаг. Друпой его конец связан с тягой прессующего механизма.
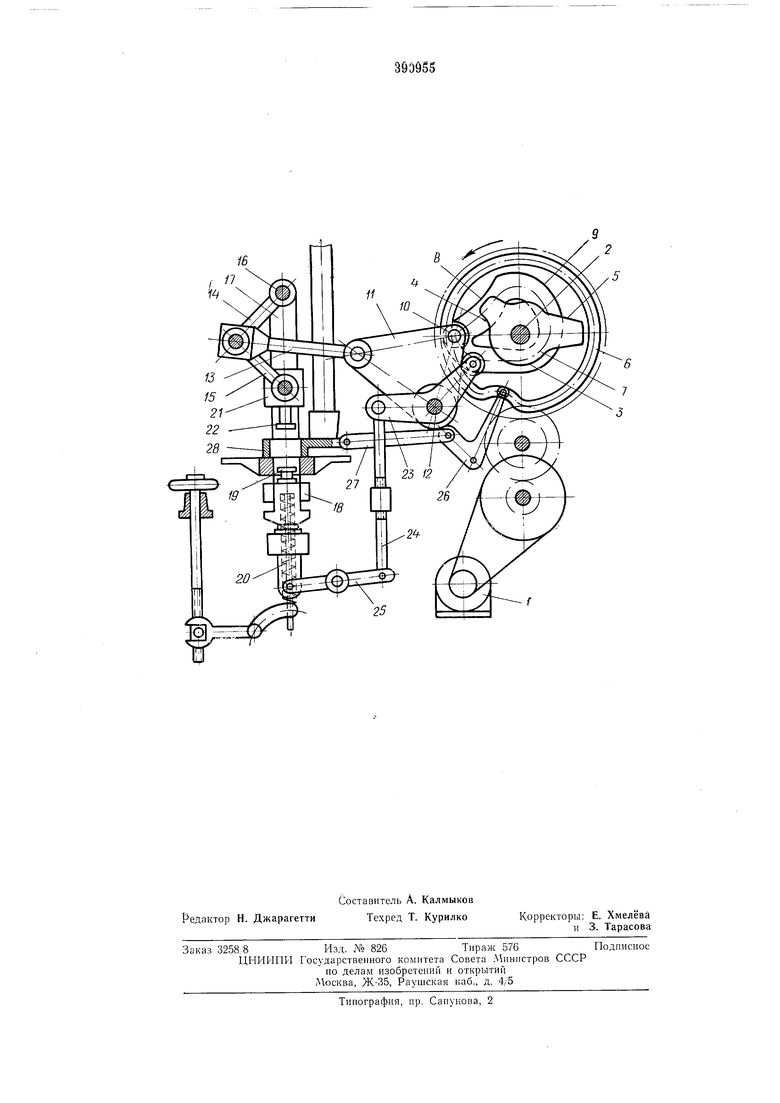
На чертеже изображена К1инематичеокая схема пресса.
Он состоит из электродвигателя /, которьш через систему передач связан с кулачковым валом 2. На нем закреплены кулак 3 меха1низма выталкивания с различньвта по высоте участками 4 и 5 на профиле, кулак 6 механизма передвижения засыпной каретки и кулак 7 механизма прессования с различными по высоте участками S и 9 на профиле.
В паз кулака механизма прессования входит ролик 10, закрепленный на рычаге 11, который опирается на ось 12. К рычагу шарнирно крепится тяга 13, другой конец которой соединен с ;верхней 14 п ниж;ней 15 серьгами. Верхняя серьга свободно насажена на вал 16, соединяющий вверху боковины 17, связанные внизу траверсой /S.
На TpaiBepce устанавлены нижние щтемпели 19, поддерживаемые пружинами 20. Между траверсой с боковинами имеется зазор. Нижняя серьга шарнирно соединена с крейцкопфом 2.1, к которому прикреплены верхние щтемпели 22.
Механизм выталкивания состоит из двуплечего рычага 23, тяги 24 и рычага 25, соединенного с траверсой.
Механизм (передвижения каретки состоит из двуплечего рычага 26 -и тяги 27, Соединенной с засыпной карепкой 28.
Пресс ра;ботает следующим образом.
Через систему передач он приводится в действие электродвигателем , в результате чего кулачковый вал 2 приводится во вращательное движение.
При обкатывании профиля кулака 6 ролик двуплечего рычага 26 через тягу 27 приводит в движение каретку 28, которая совершает .воэвратно-иоступательное движение. При движении иперед каретка заполняет пресс-форму массой. После заполнения каретка 28 останавливается в исходном (заднем) положении, а верхние щтемпели 22 опускаются, и происхо . SДит лредвар-ительное одностороннее уминание массы. При этом нижние штемпели 19 неподвижны, так как траверса 18 удерживается от осадки пружинами 20. При дальнейшем опускании верхних штемпелей иод принудительным давлением рЫЧажной системы механизма прессО вания и в результате раз-виваелтого ири этом давления происходит-осадка пружин 20. Это влечет за собой одновремеиио с прессованием изделий некоторое опускание и ниж,них штемпелей 19. При дальнейшем обкатывании участка 8 кулачка 7 роликом 10 рычага // происходит подъем баковин 17, которые, выбирая зазор, соприкасаются с траверсой 18, вызывая частичный ее подъем вместе с нижними штемпелями 19. Это сопровождается двусторонним прессованием изделий при удельном давлении прессования, не превышаюш,ем предельно допустимого. Таким образом происходит пер;вое прессование изделий. Затем штемпели 22 отходят от прессуемых изделий и поднимаются,, а боковины 17 опускаются. В это время кула.к 3 .механизма выталкивания восходяшим участком 4 профиля вступает в соприкосновение с двуплечим рычагом 2с и через тягу 24 и рычаг 25 1НиЖ|Ние штемпели 19 несколько поднимают изделие в пресс-форме (не выше уровня стола), после чего опускаются -в исходное положение 1ПОД действием собствеиного В;гса траверсы 18 с штемпелями 19. При этом двуплечий рычаг 23 иередвигается на нисходяш,ий участок профиля кула-ка 3. Изделие в прессформе на поднятом уровне удерживается за счет сил трения о стенки формы. При дальнейшем врашении кулачкового вала .2 верхние штемпели 22 и прессуемое изделие опускаются. Затем боковины 17 поднимаются, вызывая 1ПОЛНЫЙ подъем траверсы 18 вместе с нижними штемпелями 19, что сопровождается повторным двусторонним прессованием изделий при удельном давлении, превышаюш:ем удельное давление первого прессования. Удельное давление при втором прессовании повышается вследствие меньшего радиуса участка 9 кулака 7. В 1результате этого при BTOpOiM прессовании расстояние между верхним 22 и нижним 19 штемпелями становится меньше, чем при первом прессовании. При дальнейшей ра1боте пресса верхний штемпели 22 отходят от прессуемого изделия и поднимаются, а боковины 17 опускаются до соприкосновения с упорами станины. Кулак 3 восходяш,им участком 5 профиля вступает в соприкосновение с двуплечим рычагом 23. В результате действия рычажной системы 24 и 25 нижиие штемпели поднимают изделия над уровнем стола. Выстой нижних штемпелей в верхнем положении продолжается до тех пор, пока двуплечий рычаг 23 находится на среднем радиальном участке профиля кулака. Опускание штемпелей в исходное положение :происходит под действием собственного веса траверсы 18 с штемпелем, ког.п;а двуплечий рычаг передвигается на нисходя1Ш,ий участок профиля кулака. Каретка 28, управляемая кулаком 6, при поступательном движении заполняет камеры пресс-формы массой, снимает готовые изделия с нижних штемпелей 19 и подает их на передний стол пресса, а при возвратном - снимает со стола излишки массы, разравнивая уровень ее в пресс-форме, после чего цикл работы пресса повторяется. Таким образом, в предлагаемом прессе осушествляется Двукратное прессование изделий: первое прессование При давлении, не превышающем предельно допустимого (во избежание 1поя.вления перепрессовочных трешин), второе - при давлении, значительно превышающем первое. Это достигается за счет установленного на приводном Валу пресса кулака, профиль которого позволяет в цикле работы пресса уменьшить периоды времени холостых ходов прессуюшего механизма. Пред м е т изобретения Колено-рЫчажиый пресс для двустороннего прессования огнеупорных изделий, содержащий приводной вал и прессующий механизм с тягой, отличающийся тем, что, с целью повышения производительности пресса, на приводном валу смонтирован кулак, на который одним из своих концов опирается закрепленный на оси рычаг, другой коиец которого овязан с тягой прессующего Механизма.
IB
/7
(
5
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЕНО-РЫЧАЖНЫЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ДВУСТОРОННЕГО ПРЕССОВАНИЯ | 1972 |
|
SU335098A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ГРУНТОЦЕМЕНТНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2012491C1 |
| Роторный пресс для формования керамических изделий | 1991 |
|
SU1790492A3 |
| Установка для допрессовки изделий из керамических масс | 1975 |
|
SU596451A1 |
| Пресс для сухого прессования керамических изделий | 1950 |
|
SU97563A1 |
| Пресс для прессования полых профилей | 1977 |
|
SU670463A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Регулятор высоты засыпки порошкообразной массы | 1977 |
|
SU887177A1 |
| Пресс механический | 1985 |
|
SU1291438A1 |
| Конвейерный пресс для изготовления кирпича или т.п. изделий | 1940 |
|
SU63199A1 |