,1
ИзОбретение относится к технологии изготовления безобжиговых высокоплотных огнеупоров, применяемых для футеровки стен и сводов шлаковиков мартеновских печей, кислородных конвертерав, стен электросталеплавильных печей, сводов печей и пр.
Известная шихта для изготовления огнеупорных изделий, включающая огнеупорный наполнитель и органическое связующее, 0|бладает недостаточной плотностью и механической прочностью.
Предлагаемая шихта не имеет этих недостатков и отличается от известной тем, что она содержит в качестве ортанического связующего полиэфирную ненасыщенную смолу при следующем соотношении компонентов (в вес. ч.):
Огнеупорный наполнитель100
Полиэфирная ненасыщенная смола4,5-7,5
В качестве огнеупорного наполнителя шихта может содержать магнезит, хромнт, доломит и др.
Пример состава шихты N° 1.
Наполнитель содержит, %:
Магнезит спеченный саткинский 67,75
12
Магнезит фракции, 2-1 мм20
Магнезит фракции, 1-0,5 мм10
Магнезит фракции, менее 0,5 мм 10 Тонкомолотая смесь (магнезита 65%, хромита 35%) -35
Лом фракции, 3-2 мм6
Лом фракции 2-1 мм10
Лом фракции 1-0,5 мм4
В качестве связующего использована полиэфирная ненасыщенная смола (с соответствующими инициатором и отвердителем в количестве 4,5-7,5 вес. ч. на 100 вес. ч. наполнителя).
Магнезит-крупка с целью консервации своГодной окиси кальция и для снижения «волотоглощения магнезитового норошка обработана машинным маслом (0,7% по весу) и смешана в бегунах с катками.
Загружают бегуны в следующей последовательности: сначала в магнезит фракции 2- 0,5 мм постепенио добавляют машинное масло и перемешивают в течение 1,5-2 мин. Затем загружают одновременно и равномерно тонкомолотую смесь, лом и связку и перемешивают 4 мин. Общий .цикл перемешивания равен 6-8 мин. При этом масса хорошо смачивается смолой, перемешивается без образования ком-ков и коржей. В конце цикла перемешивания масса представляет собой однородную по цвету сыпучую массу.
Формуют на гидравлическом прессе ПЛГ-125 ири удельном усилии 1000 кг/сж. Режим прессования - двустороннее и двукратное сжатие. При формовании масса равномерно заполняет форму, хорошо уплотняется, не налипает на форму и штампы, а изделия из
нее имеют четкие углы и ребра. Термообработка проводится в сушильном шкафу при 180-200°С в течение 3,5 час.
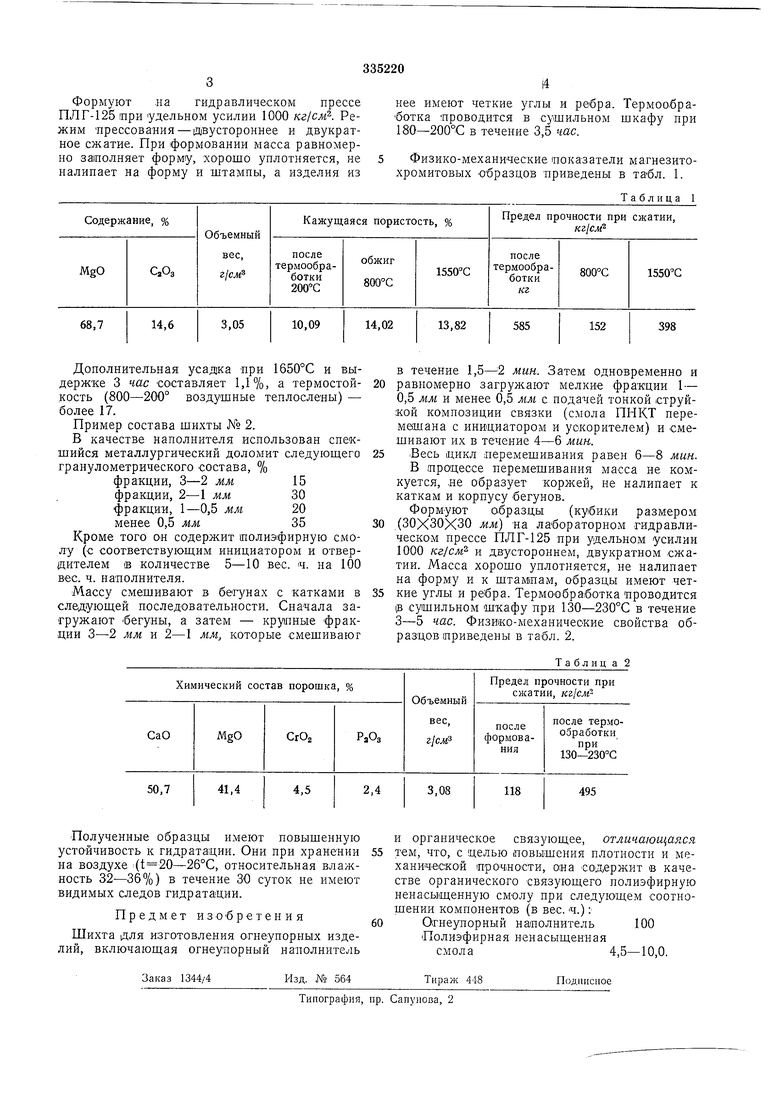
Физико-механические показатели магнезитохромитовых образцов приведены в табл. 1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Огнеупорная набивная масса | 1981 |
|
SU1133245A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОУГЛЕРОДИСТЫХ ОГНЕУПОРОВ | 1997 |
|
RU2114799C1 |
| Сырьевая смесь для изготовления бетонных огнеупорных изделий | 1983 |
|
SU1102787A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ ДЛЯ РАЗЛИВКИ МЕТАЛЛА | 1997 |
|
RU2129110C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРИКЛАЗОИЗВЕСТКОВОЖЕЛЕЗИСТОГО КЛИНКЕРА | 2004 |
|
RU2276120C2 |
| Огнеупорная масса | 1974 |
|
SU578281A1 |
| Огнеупорная бетонная смесь | 1978 |
|
SU747838A1 |
| Огнеупорный материал | 1977 |
|
SU636204A1 |
| Заправочный материал для ремонта металлургических печей | 1991 |
|
SU1795960A3 |
| Огнеупорная масса | 1987 |
|
SU1432038A1 |
Дополнительная усадка при 1650°С и выдержке 3 час составляет 1,1%, а термостойкость (800-200° воздушные теплослены) - более 17.
Пример состава шихты № 2.
В качестве наполнителя использован спекшийся металлургический доломит следуюшего гранулометрического состава, %
фракции, 3-2 мм.15
фракции, 2-1 мм.30
фракции, 1-0,5 мм.20
менее 0,5 мм,35
Кроме того он содержит полиэфирную смолу (с соответствующим инициатором и отвердителем (в количестве 5-10 вес. ч. на 100 вес. ч. наполнителя.
Массу смешивают в бегунах с катками в следуюш;ей последовательности. Сначала загружают .бегуны, а затем - кру1пные фракции 3-2 мм и 2-1 мм, которые смешивают
в течение 1,5-2 мин. Затем одновременно и равномерно загружают мелкие фракции 1- 0,5 мм и менее 0,5 мм с подачей тонкой струйкой композиции связки (смола ПНКТ перемешана с инициатором и ускорителем) и смешивают их в течение 4-6 мин.
.Весь цикл перемешивания равен 6-8 мин.
В (Процессе перемешивания масса не комкуется, .не образует коржей, не налипает к каткам и корпусу -бегунов.
Формуют о бразцы (кубики размером (30X30X30 лш) на лабораторном гидравлическом прессе ПЛГ-125 при удельном усилии 1000 /сг/слг и двустороннем, двукратном сжатии. Масса хорошо уплотняется, не налипает на форму и к штампам, образцы имеют четкие углы и ребра. Термообработка проводится (В сушильном шкафу при 130-230°С в течение 3-5 час. Физико-механические свойства образцов приведены в табл. 2.
Таблиц а 2
