Из(Вестны устройства для автоматической смазки роликов конвейеров, выполненные в виде подвижной каретки с установленным на ней плунжерным насосом с электромагнитным .приводом с системой .включателей.
Предложенное устройство отличается от известных тем, что позволяет производить дозированную, регулируемую по величине подачу смазки за счет применения распределительной колонки, на одном |Конце оси которой установлены шприцы-ловители, а на другом- кулачки, взаимодействующие с плунжером насоса.
Кроме того, целью обеспечения соосности шприца-ловителя и отверстия смазываемого ролика шприц-ловитель выполнен с головкой в виде тарелки, установленной на шаровом шарнире.
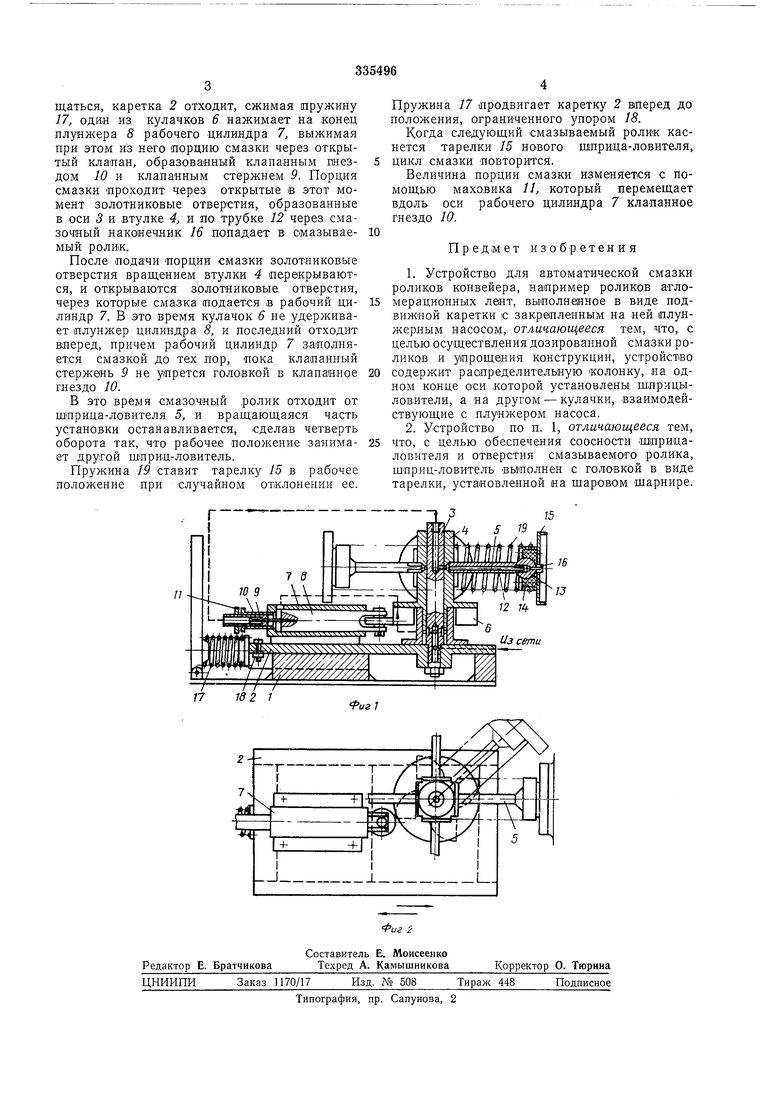
На фиг. 1 схематически иао-бражено описываемое устройство; на фиг. 2 - то же, вид сверху.
Устройство для автоматической смазки роликов конвейеров состоит из основания / и помещенной на нем подвижной каретки 2 с неподвижно закрепленной осью 3 распределительной колонки. На оси 3 посажена втулка 4 с четырьмя шприцами-ловителями 5 и четырьмя кулачками 6. На каретке 2 таклсе неподвижно размещен рабочий цилиндр 7 с
плунжером 8, с одного торца которого закреплен клапанный стержень 9.
На торце цилиндра 7 на резьбе оосажено клапанное гнездо 10, которое может перемещаться вдоль оси цилиндра 7 с помощью маховика 11. Шприц-ловитель 5 имеет трубку 12 с шаровым нак6нечнико.м 13, голов.ку 14 ша.рового шарнира (например, изготовленную из резины), тарелку ловителя 15 со смазочным наконечником 16.
Каретка 2 лри движении назад сжимает пружину 17. Движение каретки вперед ограничено упором 18. Тарелки 15 ловителя поджаты пружинами 19.
Устройство работает следующим образом.
При включении в работу устройства для смаЗКи необходимо передвинуть каретку 2 по основанию 1 к ленте конвейера, вставить на место пружину 17 и развернуть втул«у 4 со
шприцами-ловителями в такое :поло.жение, чтобы движущийся ролик конвейера попал в тарелку 15 одного из четырех щприцев-ловителей. Когда смазываемый ролик подойдет к, тарелке 15 и каюнется ее, головка 14 шарового шарнира новернется относительно щарового наконечника 13 трубки 12, и смазочный наконечник 16 займет положение против смазочного отверстия ролика, орижавщись к его клапану. При дальнейшем движении смазы
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозированной смазки роликов и шарниров цепи конвейера | 1972 |
|
SU565861A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМАЗКИ РОЛИКОВ | 1973 |
|
SU386817A1 |
| Устройство для смазки элементов конвейера | 1987 |
|
SU1525094A1 |
| Устройство для автоматической дозированной смазки роликов и шарниров цепи конвейера | 1976 |
|
SU564233A1 |
| Устройство для смазки элементов тягового органа конвейера | 1981 |
|
SU950627A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМАЗКИ ШАРНИРОВ ТЯГОВЫХ ЦЕПЕЙ | 1951 |
|
SU110626A1 |
| Устройство для смазки перемещающихся элементов | 1978 |
|
SU874525A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМАЗКИ ШАРНИРОВ ТЯГОВОЙ ЦЕПИ ПОДВЕСНОГО КОНВЕЙЕРА | 2014 |
|
RU2573504C2 |
| Устройство для придания тестовым заготовкам формы лепешек | 1960 |
|
SU142593A1 |
| Устройство для автоматической смазки роликов конвейеров | 1982 |
|
SU1055707A1 |
