Изобретение относится к технологическому оборудованию полупроводникового нроизводства и предназначено для изготовления выводов силового полупроводникового вентиля.
Известна ротационно-обжимная машина, которая содержит ротационную обжимиую головку, привод и предназначена для обжима кольца на выводе. Машина не имеет механизма подачи изделия в рабочую зону и удерживания его во время обжима. Эта операция производится вручную, что не позволяет получить высококачественные выводы и повысить производительность.
Предложенный автомат устраняет указанный недостаток благодаря тому, что механизм формирования колец выполнен в виде расположенного под изготавливаемым выводом штыря-оправки и двух перемещающихся в вертикальной плоскости пуансонов, причем верхний пуансон имеет на рабочей поверхиости вырез, обеспечивающий загибание кольца внахлест.
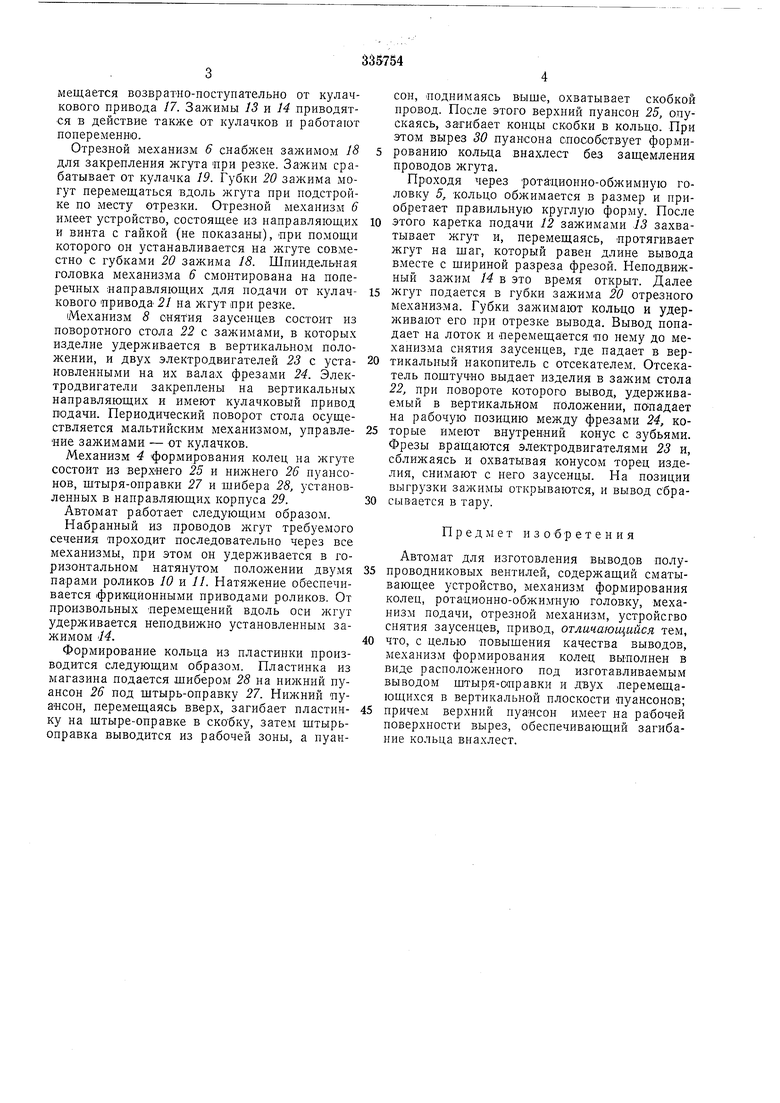
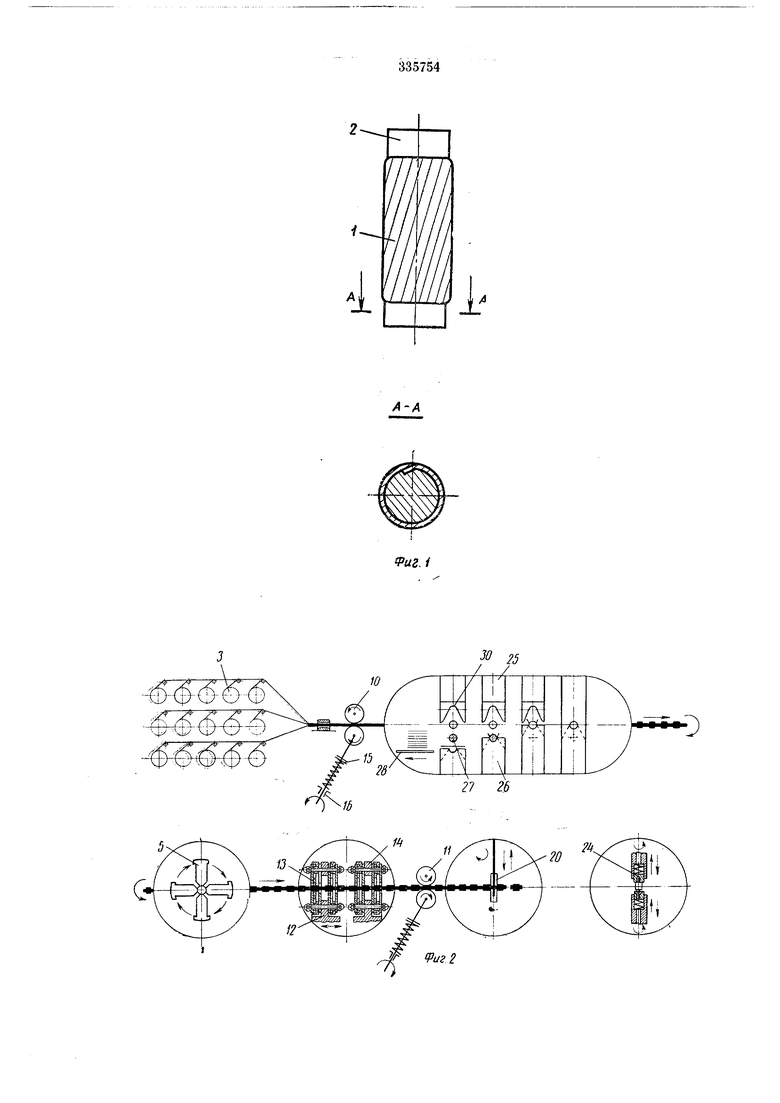
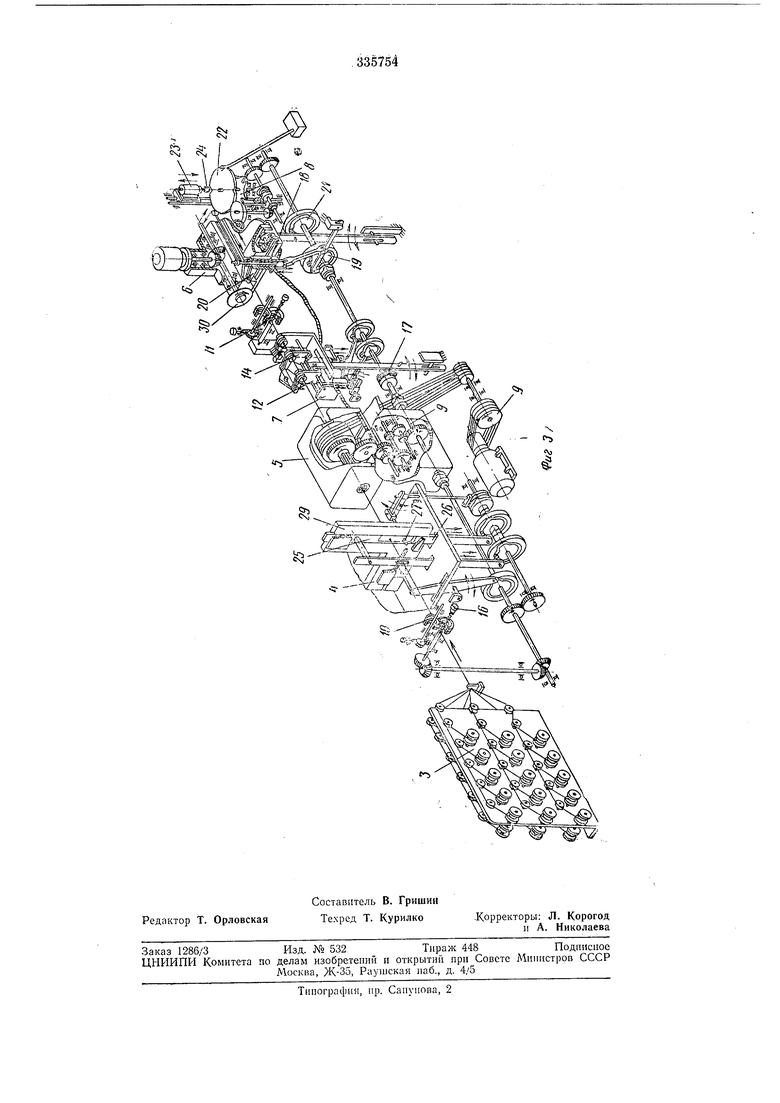
На фиг. 1 цоказан изготавливаемый вывод; на фиг. 2 - технологическая схема автомата; на фиг. 3 -- кинематическая схема автомата.
Предложенный автомат выполняет следующие операции: набор жгута требуемого сечения из проводов, формирование колец из пластинок на жгуте с установкой между «ими
требуемого расстояния, обжатие колец в размер с высокой степенью уплотнения жгута, разрезку жгута на выводы требуемой длины, снятие заусенцев с торцов вывода. Автомат содержит сматывающее устройство
3, механизм 4 формирования колец, ротационно-обл имную головку 5, отрезной механизм 6. механизм подачи 7, механизм 8 снятия заусенцев. Все механизмы имеют общий привод 9.
Сматывающее устройство 5 состоит из осей, на которых насажены катушки с проводом, и направляющих роликов.
Механизм подачи 7 состоит из двух цар покрытых резипой роликов 10 и //, которые слул ат для натягивания жгута и удержания его в горизонтальном положенпи по всей технологической линии, подвижной каретки 12 с зажимами 13 и ненодвижно установленного зажи ма 14. Обе пары роликов вращаются в
противоцоложцых на:пра1влениях от общего привода через фрикционные передачп /5. Усилие натяжения жгута, который зажат между роликами, устанавливается и регулируется путем поджатия гайкой 16 цробуксовывамещается возвратно-поступательно от кулачковото привода /7. Зажимы 13 и 14 приводятся в действие также от кулачков и работают попеременно.
Отрезной механизм 6 снабжен зажимом 18 для закрепления жгута при резке. Зажим срабатывает от кула|Чка 19. Губки 20 зажима могут перемещаться вдоль жгута при подстройке по месту отрезки. Отрезной механизм 6 имеет устройство, состоящее из направляющих и винта с гайкой (не показаны), при помощи которого он устанавливается на жгуте совместно с губками 20 зажима 18. Шпиндельная головка механизма 6 смонтирована на поперечных направляющих для подачи от кулачкового привода 21 на при резке.
Механизм 8 снятия заусенцев состоит из поворотного стола 22 с зажимами, в которых изделие удерл-сивается в вертикальном положении, и двух электродвпгателей 23 с установленными на их валах фрезами 24. Электродвигатели закреплены на вертикальных направляющих и имеют кулачковый привод подачи. Периодический поворот стола осуществляется мальтийским механизмом, управление зажимами - от кулачков.
Механизм 4 формирования колец на жгуте состоит из верхнего 25 и нижнего 26 пуансонов, штыря-оправки 27 и щибера 28, установленных в направляющих корнуса 29.
Автомат работает следующим образом.
Набранный из проводов жгут требуемого сечения проходит последовательно через все механизмы, при этом он удерживается в горизонтальном натянутом положении двумя парами роликов 10 и 11. Натяжение обеспечивается фрик дйонными приводами роликов. От произвольных перемещений вдоль оси жгут удерживается ненодвижно установленным зажимом 14.
Формирование кольца из пластинки производится следующим образом. Пластинка из магазина подается шибером 28 на пуансон 26 под щтырь-оправку 27. Нижний пуансон, перемещаясь вверх, загибает пластинку на штыре-оправке в скобку, затем щтырьоправка выводится из рабочей зоны, а пуансон, поднимаясь выше, охватывает скобкой провод. После этого верхний пуансон 25, опускаясь, загибает концы скобки в кольцо. При этом вырез 30 пуансона способствует формированию кольца внахлест без защемления проводов жгута.
Пр1оходя через ротащионно-обжимную головку 5, КОЛЬЦО обжимается в размер и приобретает правильную круглую форму. После
0 этого каретка подачи 12 зажимами 13 захватывает жгут и, перемещаясь, протягивает жгут на шаг, который равен длине вывода вместе с шириной разреза фрезой. Ненодвижный зажим 14 в это время открыт. Далее
5 жгут подается в губки зажима 20 отрезного механизма. Губки зажимают кольцо и удерживают его при отрезке вывода. Вывод попадает на лоток и перемещается по нему до механизма снятия заусенцев, где падает в вертикальный накопитель с отсекателем. Отсекатель пощтучно выдает изделия в зажим стола 22, при повороте которого вывод, удерживаемый в вертикальном положении, попадает на рабочую позицию между фрезами 24, которые имеют внутренний конус с зубьями. Фрезы вращаются электродвигателями 23 и, сближаясь и охватывая конусом торец изделия, снимают с него заусенцы. На позиции выгрузки зажимы открываются, и вывод сбра0 сывается в тару.
Предмет изобретения
Автомат для изготовления выводов полу5 проводниковых вентилей, содержащий сматывающее устройство, механизм формирования колец, ротационно-обжилгную головку, механизм подачи, отрезной механизм, устройсгво снятия заусенцев, привод, отличающийся тем, 0 что, с целью повышения качества выводов, механизм формирования колец выполнен в виде расположенного под изготавливаемым выводом штыря-01правки и двух перемещающихся в вертикальной плоскости пуансонов; 5 причем верхний пуансон имеет на рабочей поверхности вырез, обеспечивающий загибание кольца внахлест.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Автомат для резки труб | 1987 |
|
SU1526932A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЮЧЕЙ К СВЕРЛИЛЬНЫМ ПАТРОНАМ | 1966 |
|
SU180079A1 |
| Устройство для гибки и скрутки петель на концах проводов | 1986 |
|
SU1332437A1 |
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
| Устройство для изготовления колец из проволоки | 1986 |
|
SU1319988A1 |
| Устройство для формированияиздЕлий "МюзлЕ | 1977 |
|
SU816637A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ и ПОСЛЕДУЮЩЕЙ | 1972 |
|
SU350622A1 |
XT 7 7 /f
