Изобретение относится к области машиностроения, в частности к производству оребренных конвекторов в контактных сварочных машинах.
Известные станки для контактной точечной сварки пластин оребрения конвекторов предусматривают последовательное выполнение сварки пластин сначала с одной стороны, а потом с другой; они имеют низкую производительность и занимают большую производственную плошадь.
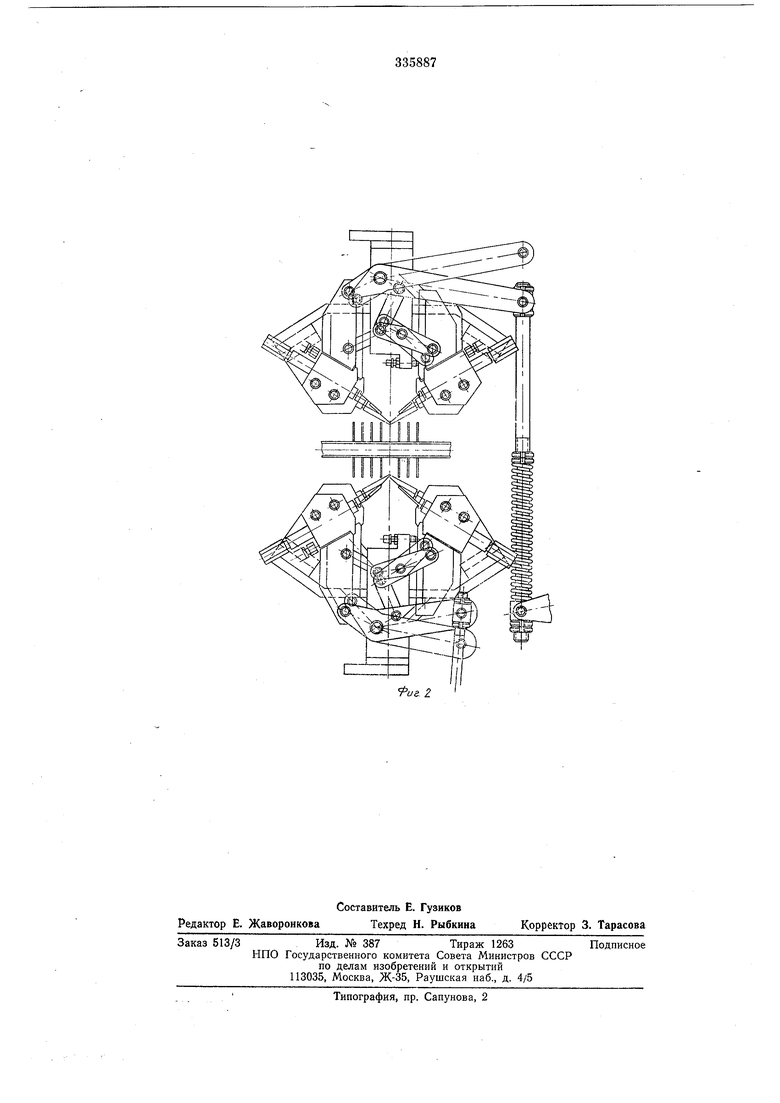
В предлагаемом станке в отличие от известных одни клеш,и с электрододержателями расположены над другими по обеим сторонам от продольной оси свариваемого узла, а привод сжатия клешей выполнен в виде двуплечих рычагов, шарнирно-связанных через тяги с электрододержателями, при этом большие плечи рычагов шарнирно соединены со штангой, снабженной пружинным приводом с регулируемым усилием. Производительность этого станка более высокая, и производственные плошади его сокрашены.
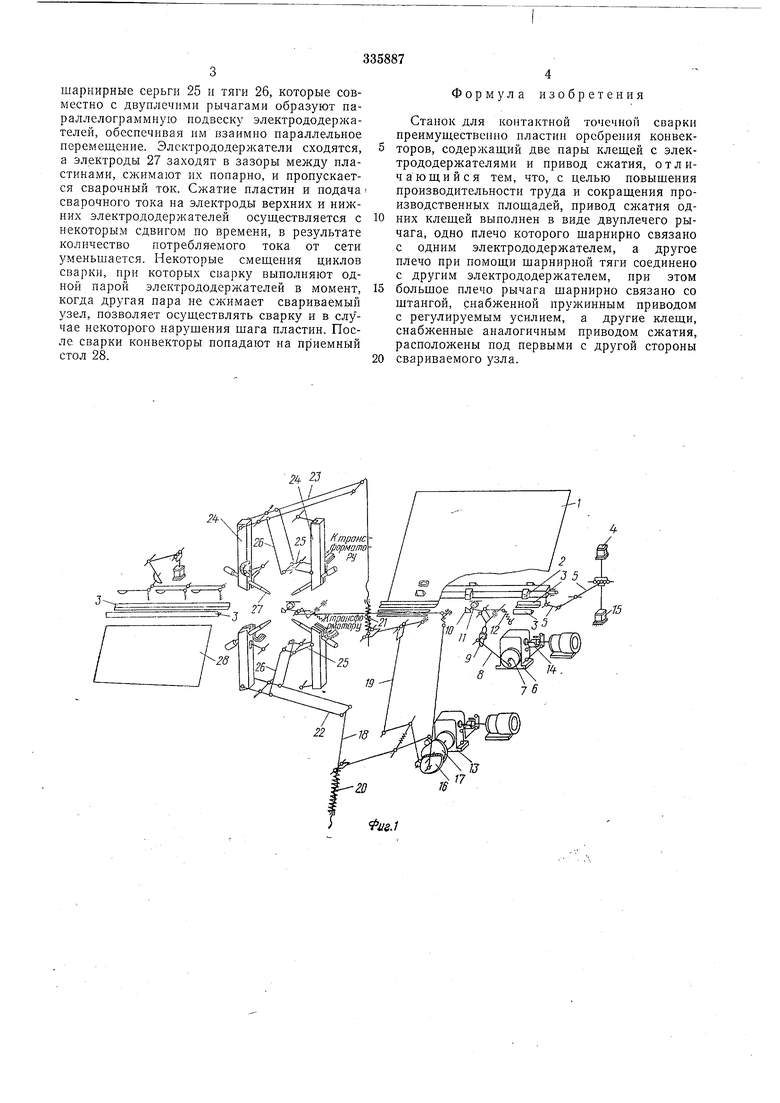
На фиг. 1 представлена кинематическая схема описываемого станка; на фиг. 2 - привод сжатия клешей.
Конвекторы по наклонному листу 1 поступают к вильчатому отсекателю 2. Когда на направляюших уголках 3 нет конвектора, включается электромагнит 4, который через
систему рычагов 5 производит разворот отсекателя, отделяя первый конвектор от остальных и сталкивая его в нанравляющие уголки станка. Одновременно с включением электромагнита начинает работать электродвигатель привода механизма 6 предварительной подачи. Кривошип 7, установленный на выходном валу редуктора, через тягу 8 сообшает движение вилке 9 и собачке 10. Ролик 11 собачки
пружиной 12 поджимается к нижней стороне верхней плиты станины. При движении зуб собачки западает в промежуток меладу пластиНами оребрения конвектора и производит подачу конвектора в зону сварки.
При подходе к зоне сварки конвектор замыкает контакты, и вступает в работу привод 13 основной подачи. Одновременно с этим отключается электродвигатель привода механизма предварительной подачи, срабатывает
тормоз 14, отключается электромагнит 4 и включается электромагнит 15. Подача конвектора во время сварки производится приводом основной подачи аналогичным образом.
Во время обратного хода собачки, т. е. во
время покоя конвектора, от кулачков 16 и 17 через систему рычагов 18 и 19 и компенсационные пружины 20 и 21 движение передается на двуплечие рычаги 22 и 23. Электрододерл атели 24 шарнирно связаны
шарнирные серьги 25 и тяги 26, которые совместно с двуплечими рычагами образуют параллелограммную подвеску электрододерл ателей, обеспечивая пм взаимно параллельное перемещение. Электрододержатели сходятся, а электроды 27 заходят в зазоры между пластинами, сжимают их попарно, и пропускается сварочный ток. Сжатие пластин и подача сварочного тока на электроды верхних и нижних электрододержателей осуществляется с некоторым сдвигом по времени, в результате количество потребляемого тока от сети уменьщается. Некоторые смещения циклов сварки, при которых сварку выполняют одной парой электрододержателей в момент, когда другая пара не сжимает свариваемый , позволяет осуществлять сварку и в случае некоторого нарзщения шага пластин. После сварки конвекторы попадают на приемный стол 28.
Формула изобретения
Станок для контактной точечной сварки преимущественпо пластин оребрепия конвекторов, содержащий две пары клещей с электрододержателями и привод сжатия, отличающийся тем, что, с целью повышения производительности труда и сокращения производственных площадей, привод сжатия одних клещей выполнен в виде двуплечего рычага, одно плечо которого щарнирно связано с одним электрододержателем, а другое плечо при помощи шарнирной тяги соединено с другим электрододержателем, нри этом
больщое плечо рычага щарнирно связано со щтангой, снабженной пружинным приводом с регулируемым усилием, а другие клещи, снабженные аналогичным приводом сжатия, расположены под первыми с другой стороны
свариваемого узла.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ КОНВЕКТОРОВ | 1967 |
|
SU191705A1 |
| Установка для многоточечной контактной сварки | 1990 |
|
SU1824273A1 |
| СВАРОЧНЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ'^ВШШ-"orf't^ft^fi^^^^^J^:^it;i- ^-fo-YCл:l;iчeGкa,sЗ | 1969 |
|
SU248863A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1798088A1 |
| Клещи для сварочных точечных машин | 1989 |
|
SU1698014A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2042486C1 |
| Клещи для контактной микросварки | 1988 |
|
SU1611657A1 |
| Сварочные клещи для контактной точечной сварки | 1985 |
|
SU1291333A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU715253A1 |
иг 2.
