Известные устройства для контактной точечной сварки конвекторов не полностью автоматизированы и поэтому производительность процесса изготовления конвекторов невысокая.
Предложенная машина работает в автоматическом режиме и отличается от известных тем, что содержит механизм переворачивания заготовок, отсекатель оригинальной конструкции, механизм предварительного перемещения заготовок, одноколодочный тормоз, работающий от электромагнита и воздействующий на кулачок, установленный на главном приводном валу.
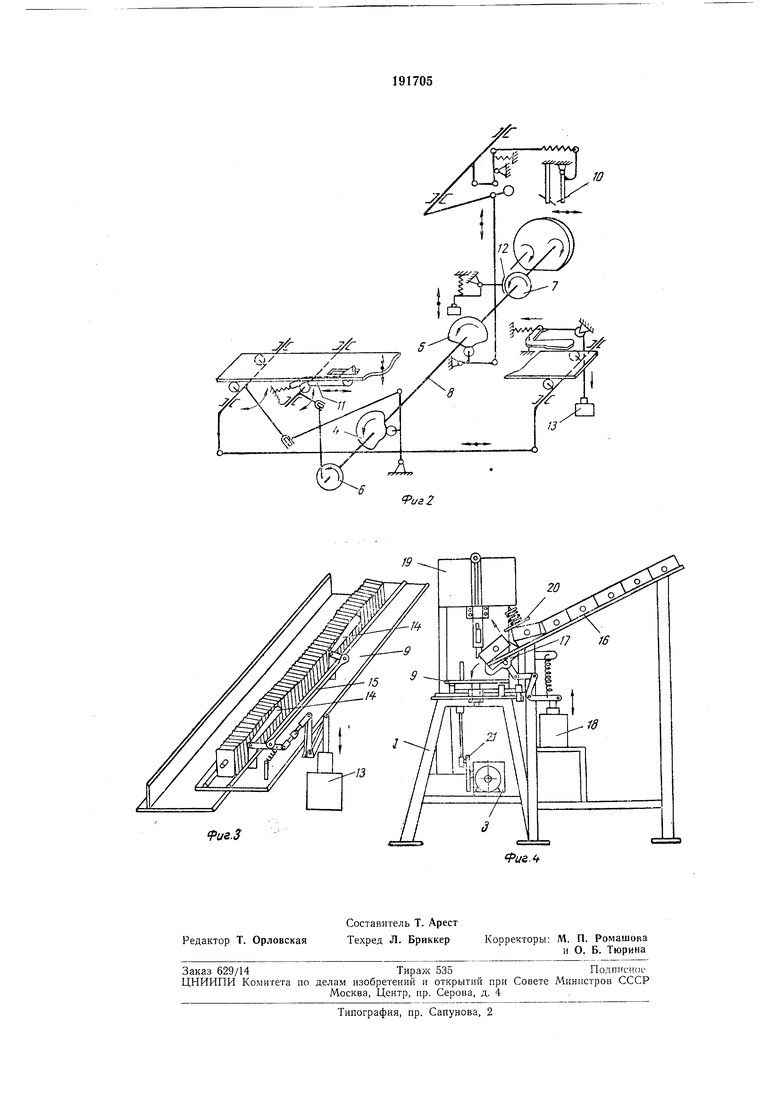
На фиг. 1 схематично изображена предложенная машина для контактной точечной сварки конвекторов в общем виде; на фиг. 2 - кинематическая схема мащины; на фиг. 3 - механизм переворачивания заготовок; на фиг. 4 отсекатель заготовок.
Предложенный автомат состоит из следующих основных узлов: двух станин /, внутри каждой из которых установлены электродвигатели с редукторами 2, приводящие в движение механизмы автомата, два электродвигателя 5 механизма предварительпого перемещения заготовок.
чок 5 - зажатием и разжатием сварочных электродов 10 и питанием последних сварочным током. Кулачок 6 приводит в движение реечно-храповой механизм 11 перемещения заготовок на щаг оребрения. Кулачок 7 с электромагнитным тормозом 12 осуществляет торможение электродвигателя.
Машина снабжена механизмом переворачивания заготовок, включающим электромагнит 13, два рычага 14, связанных тягой 15. Для непрерывной автоматической подачи конвекторов на сварку служит питатель - наклонный стол 16, в нижней части которого щарнирно установлены анкерные вилки 17, связанные через систему рычагов с электромагнитом 18, включенным в схему управления. Типовые сварочные трансформаторы 19 являются источником литания для наклонных сварочных электродов.
Автомат работает следующим образом.
По наклонной крышке литателя нод действием своего веса перемещаются вниз конвекторы. В момент соприкосновения их с нижними зубцами анкерных вилок пускают электродвигатель 3, который включает механизм 11 предварительного перемещения заготовок. Одновременно срабатывает электромагнит IS, управляющий анкерными вилками, благодаря чему нижний конвектор попадает на платформу 9 автомата и перемещается по ней при помощи механизма перемещения 11. При сбрасывании заготовки с наклонного стола на рабочую нлатформу верхний зубец анкерной вилки лриподнимает вверх переднюю часть очередной заготовки до упора последней в тормозную подпружиненную планку 20.
При продвижении конвектора в положение сварки в определенный момент отключается двигатель 3, и конвектор продолжает медленно перемещаться за счет инерционного вращения маховичка 21, установленного на валу двигателя.
Далее через кулачок 4 поднимается платформа 9, лодающая конвектор в положение сварки. После сварки при помощи кулачка 5, совершившего полный поворот, разжимаются электроды, отключается сварочный ток и опускается платформа.
Сваренный конвектор продвигается следующим конвектором по платформе до механизма переворачивания. Механизм срабатывает и конвектор, перевернутый на 180°, надает на нижнюю платформу 22, где осуществляется цикл подачи и сварки, аналогичный изложенному.
Предмет изобретения
1. Машина для контактной точечной сваркл конвекторов, содержащая станину, привод, на выходном валу которого установлены кулачки, управляющие механизмом -перемещения заготовок на щаг оребрения, механизмом сжатия наклонных сварочных электродов, подключенных к источнику питания через схему управления, отличающаяся тем, что, с целью автоматизации процесса сварки конвекторов, мащина снабжена механизмом переворачивания заготовок, отсекателем заготовок, одноколодочным тормозом, работающим от электромагнита и воздействующим на кулачок, установленный на главном приводном валу, и механизмом предварительного перемещения заготовок, выполненным в виде реечно-хранового устройства, работающего от самостоятельного привода и оснащенного маховиком с тормозом, что при отключении привода обеспечивает замедленное движение заготовок при подходе их к сварочным электродам.
2.Мащина по п. 1, отличающаяся тем, что .механизм переворачивания заготовок выполнен в виде двух связанных тягой рычагов, один из которых щарнирно соединен с электромагнитом, включенным в схему управления.
3.Машина по п. 1, отличающаяся тем, что отсекатель заготовок выполнен в виде анкерной вилки, шар нирно установленной на станине и приводимой в действие электромагнитом, причем один из зубцов вилки служит для подъема очередной заготовки до упора в тор0 мозную пружинящую планку, установленную над заготовкой на станине автомата.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для контактной точечной сварки | 1970 |
|
SU335887A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
| Многоэлектродная сварочнаяМАшиНА | 1978 |
|
SU795816A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Устройство для сварки арматурных сеток | 1980 |
|
SU882713A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ ИЗДЕЛИЙiczcosciiA:^]-^ n.\T^ilTi!!5 •<^т:::/;ИЧЕскАП•i'ioAilOTcKA | 1965 |
|
SU174294A1 |
| Устройство для подачи плоских заготовок на электроды точечной контактной сварочной машины | 1960 |
|
SU139382A1 |
| Устройство ориентированной подачидЕТАлЕй | 1979 |
|
SU831469A1 |
| КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК | 1967 |
|
SU193641A1 |
| Устройство для сборки изделий под сварку | 1990 |
|
SU1776531A1 |
( Tц Л 8 гв т5в y т в -«тХйьт т с г т««т т- кт-в
|vW;Т
F 0
4 IK
гя.-с
