Изобретение относится к области резки проката, в частности резки тонкостенных профилей, например уголков, на заготовки.
Известны штампы для безотходной резки проката с удалением отрезаемых заготовок. Они содержат верхний и нижний ножи, ирижимы, зажимающие заготовку под действием клиньев, закрепленных на верхней плите, и подпружиненные ползушки в нижней плите.
Цель изобретения - обеспечение удаления отрезаемых заготовок при резке тонкостенных профилей и повышение степени чистоты среза. Для этого каждый шарнирно установлен на одной из подпружиненных ползушек, которые оснащены упругими прокладками, создающими усилие противодавления на прижимах, образующих при смыкании ползушек профиль, соответствующий разрезаемому.
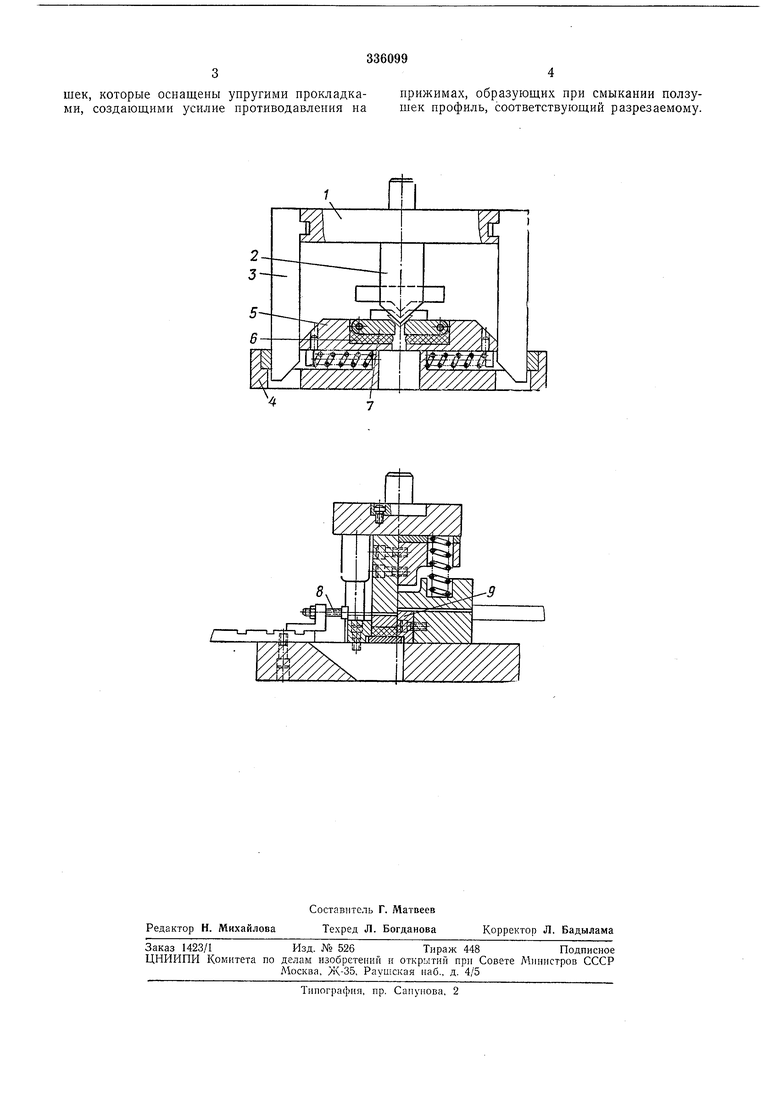
На чертеже изображен предлагаемый щтамп в разрезах.
К верхней плите / штампа жестко крепятся верхний нож 2 и два клина 5. В нижней плите 4 установлены подпружиненные ползушки 5, имеющие скосы, а в пазах ползущек размещены упругие прокладки 6 и щарнирно закрепленные прижимы 7. Длина отрезаемой заготовки определяется положением упора 8.
Профиль укладывается на нижний нож 9 до упора 8. При опускании плиты 1 с ножом 2 и клиньями 3 клинья скользят по скосам ползущек 5, сближая их, а вместе с ними прокладки 6 и 7. К моменту резки прижимы образуют профиль, соответствующий разрезаемому. С началом процесса резки отрезаемая часть профиля давит на закрепленные концы прижимов 7, стремясь опустить их, но упругие прокладки 6 противодействуют этому, обеспечивая получение чистого среза. При обратном ходе ползуна пресса клинья 3 освобождают ползуигки 5, которые под действием пружпп
раздвигаются вместе с прижимами 7 и прокладками 6, позволяя тем самым отрезанной заготовке выпасть из зоны резания.
Предмет изобретения
20
Штамп для резки профиля, содержащий верхний и нижний ножи, прижимы, зажимающие заготовку под действием клиньев, закрепленных на верхней плите, и подпружиненные
ползушки в нижней плите, отличающийся тем, что, с целью обеснечения удаления заготовок, отрезаемых от тонкостенных профилей, например уголков, и повышения степени чистоты среза, каждый прижим шариирио усташек, которые оснащены упругими прокладками, создающими усилие противодавления на прижимах, образующих при смыкании ползушек профиль, соответствующий разрезаемому.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки профиля | 1979 |
|
SU854613A2 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки проката | 1981 |
|
SU1159730A2 |
| Штамп для резки пруткового материала | 1985 |
|
SU1296321A1 |
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| Штамп для резки проката | 1988 |
|
SU1530348A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |