Изобретение относится i заготовительному производству машиностроительных заводов, может быть использовано для резкипрофильиого материала.
По основному авт. свид. № 336099, известен штамп для резки профиля, содержащий верхний и нижний ножи, закреплённые на. верхней плите клинья, размещенные в нижней плите подпружиненные ползушкн и зажимающие заготовку под действием клиньев прижимы, каждый «з которых шарнирно установлен на одной из подпружиненных ползущек, которые оснащены упругими прокладками, создающими усилие противодавления иа прижимах, образующих при смыкании ползушек профиль, соответствующий разрезае-мому (1).
Недостатком данного штампа является образование дефектов на боковой поверхности, профиля в виде царапин и борозд, так как прижимь образуют профиль, соответствующий разрезаемому, лишь в оп-. ределенный момент работы. Кроме того, это снижает степень чистоты среза профиля.
Цель изобретения - повышение качества реза.
Поставленная цель достигается тем, что штамп для резки профиля снабжен опорами по числу прижимов, при этом .каждая опора шарнирно смонтирована на Соответствующем ей прижиме.
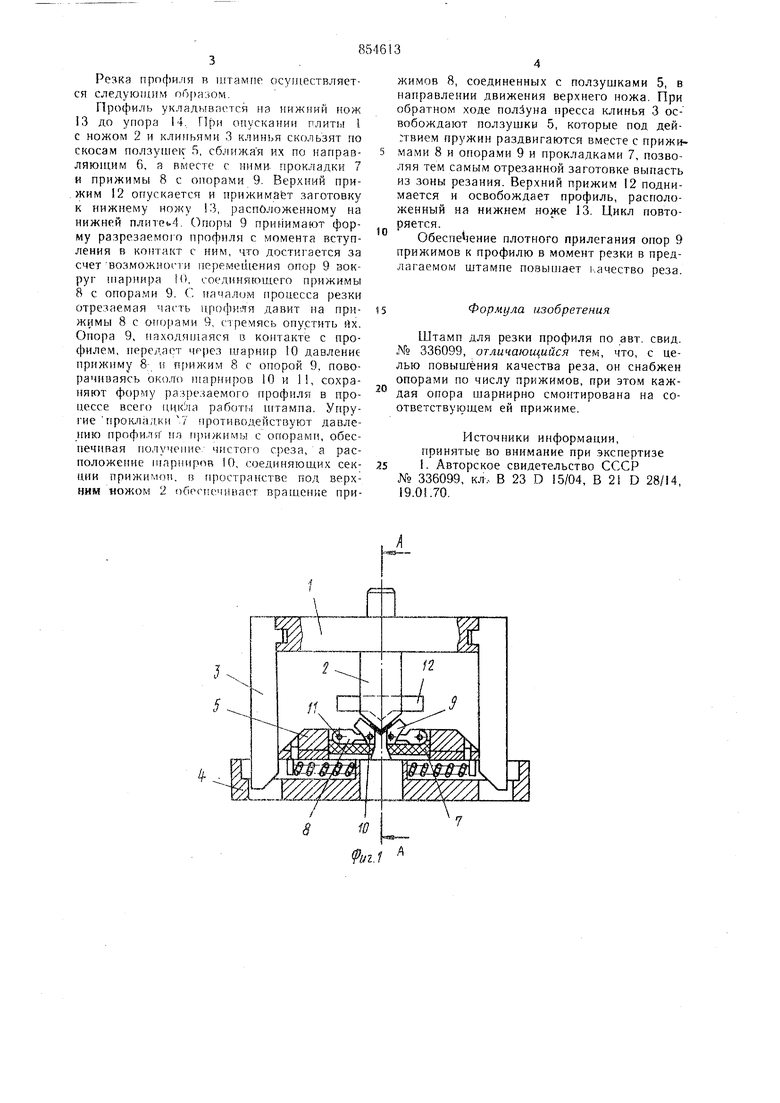
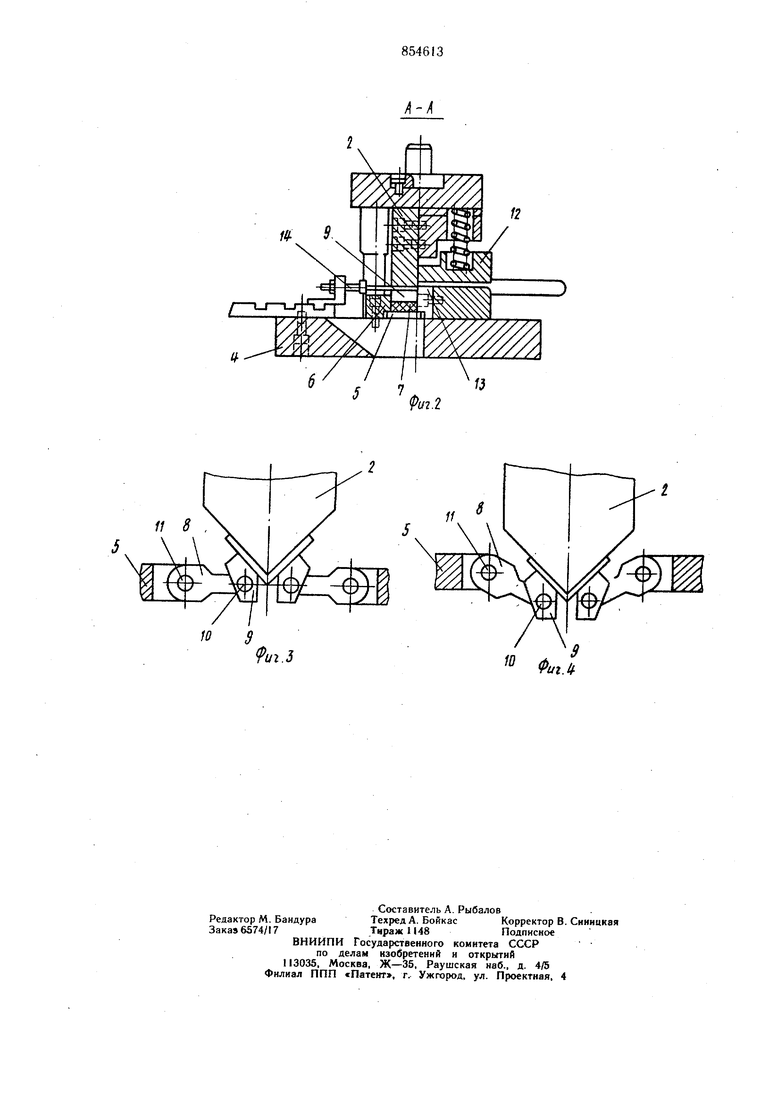
На фиг. 1 изображен штамп, общий вид, 5 разрез; на фиг. 2 - сечение на фиг. 1; ;на фиг. 3 - расположение опор с прижимами перед резкой; иа фиг. 4 - то же, в процессе резки.
На верхней плите 1 штамла жестко крепятся верхний нож 2 и два клина 3. В нижне- плите 4 ycтaf oвлёны подпружиненные ползушки 5, имеющие скосы и возмс жиость перемещения в направляющих 6, в пазах ползущек размещены упругие прокладки 7
15 и щариирно закрепленные прижимы 8 с (иарнирно смонтированными иа них опоДами 9, причем шарниры 10, соедиияю1Дке прижимы с опорами, расположены под верхним ножом, а шарниры соеднияют ползушки 5 с прижимами 8. Верхний прижим
2ff 12 упруго связан с верхней плитой и предназначен для удержания заготовки на нижнем ноже 13. Длина заготовки определяется положением упора 14. Резка профи.пя в штампе осуществляется следующим об)азом. Профиль укладывается на нижний нож 13 до упора 14, При опускании плиты I с ножом 2 и клиньями 3 клинья скользят по скосам ползу 1гек 5, сближая их по напразлягошим 6, 3 вместе с ними- прокладки 7 и прижимы 8 с опорами 9. Верхний при, жим 12 опускается и прижимаЬт заготов су к нижнему ножу 13, расположенному на нижней плите(.4. Опоры 9 принимают форму разрезаемого профиля с момента вступления в контакт с ним, что достигается за счетвозможносги перемеишния опор 9 вокруг Н1арнира И), соединяющего прижимы 8 с опорами 9. С началом процесса резки отрезаемая часть профиля давит на прижимы 8 с опорами 9, счремясь опустить их. Опора 9, находжлаяся о контакте с профилем, передает через шарнир 10 давление 8; ii п)ижим 8 С опорой 9, поворачиваясь около 1нарниров 10 и 1, сохраняют форму разрезаемого профиля в процессе всего пикМа работг, штампа. Упру ие прок.пал,ки 7 противодействуют давлению профиля ;) прижимЕ) с опорами, обеспечивая получение чистого с)еза, а расположение шарниров 10, соединяющих секцни прижимоп, в пространстве под верхним ножом 2 обес ечнвает вращение приЖИМОВ 8, соединенных с ползушками 5, в направлении движения верхнего пожа. При обратном ходе ползуна пресса клинья 3 освобождают ползушкн 5, которые под действием пружин раздвигаются вместе с прижимами 8 и опорами 9 и прокладками 7, позволяя тем самым отрезанной заготовке выпасть из зоны резания. Верхний прижим 2 поднимается и освобождает профиль, расположенный на нижнем ноже 13. Цикл повторяется. Обеспе }ение плотного прилегания опор 9 прижимов к профилю в момент резки в предлагаемом штампе по8ып ает i-.ачество реза. Формула изобретения Штамп для резки профиля по авт. свид. № 336099, отличающийся тем, что, с целью повьшгёния качества реза, он снабжен опорами по числу прижимов, при этом каждая опора шарнирно смонтирована на соответству1ощем ей прижиме. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 336099, кл В 23 D 15/04, В 21 D 28/14, 19.01.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЯ | 1972 |
|
SU336099A1 |
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки проката | 1981 |
|
SU1159730A2 |
| Штамп для резки труб на заготовки | 1980 |
|
SU1011341A1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Устройство для резки трубчатых заготовок | 1976 |
|
SU562391A1 |
| Многопозиционный штамп для обработки полосового материала | 1974 |
|
SU554046A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
Ц12
