Изобретение относится к области сварочной техники и может быть использовано в машинах для контактной точечной сварки деталей преимущественно в электронной промышленности или приборостроении.
Известен привод сжатия электродов машины для контактной точечной сварки, содержаш,ий установленный на штоке, несущем подвижный электрододержатель, электромагнит. Недостатком такого привода является зависимость силы сжатия от суммарной толщины свариваемых деталей, определяющей величину зазора между якорем и полюсами электромагнита в момент сварки. Сила сжатия обратно пропорциональна квадрату расстояния между якорем и полюсами электромагнита. Поэтому такие приводы не могут обеспечить достаточной точности силы сжатия электродов и требуемого качества сварных соединений.
Цель изобретения - расширение диапазона усилий сжатия электродов: осуществление сварки с заданными комбинациями статических и динамических составляющих силы сжатия электродов и исключение ее зависимосги от суммарной толщины свариваемых деталей. Это достигается тем, что привод снабжен дополнительной обмоткой, подключенной к импульсному источнику и установленной концентрично штоку с возможностью возвратнопоступательного перемещения вдоль него, а также жестко связанной с ней втулкой, обхватывающей указанный шток и упирающейся нижним концом в кольцевой выступ, выполненный на штоке, верхний конец втулки снабжен упором, воздействующим через систему шарнирно связанных между собой рычагов па свободный конец штока. На чертеже схематично изображен предлагаемый привод сжатия электродов.
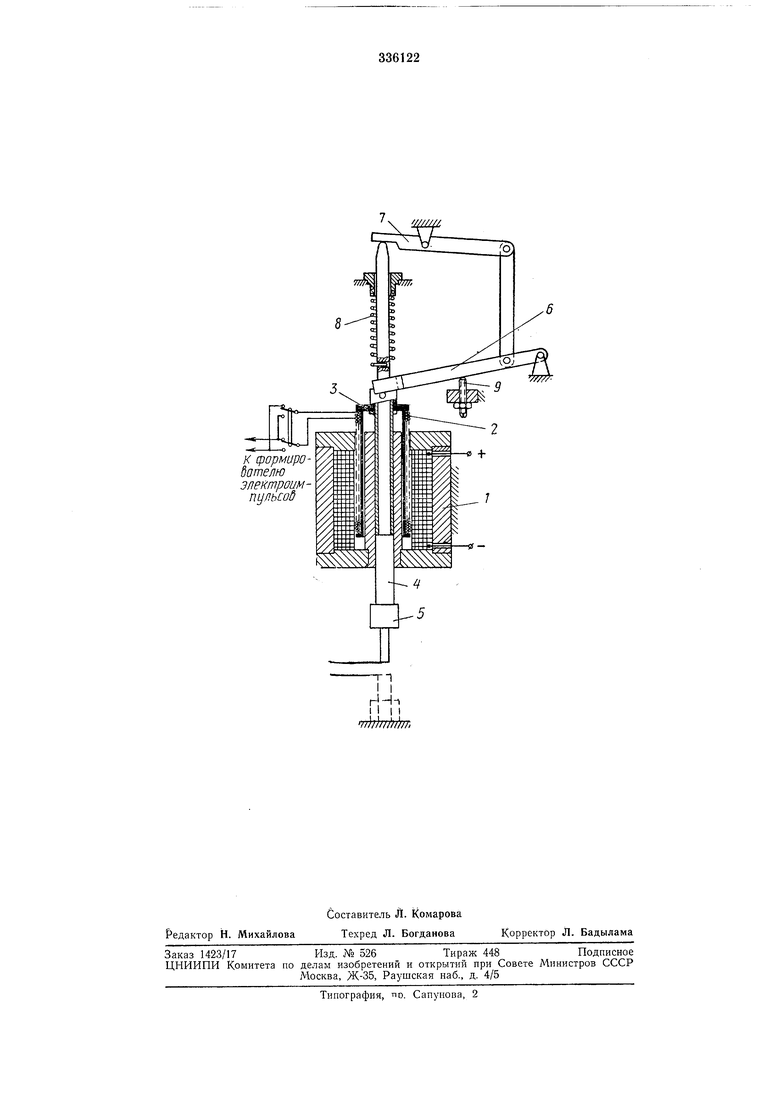
В междуполюсном зазоре электромагнита / расположена подвижная обмотка 2, подключенная к импульсному источнику (на чертеже не показан). Обмотка намотана на каркас, к
которому прикреплена втулка 5, установленная с возможностью свободного возвратно-поступательного движения на штоке 4 с кольцевым выступом в нижней части для упора в него втулки. Развиваемая обмоткой 2 спла непосредственно передается подвижному электрододержателю 5.
Для передачи на сжатие электродов силы, превосходящей силу, развиваемую непосредственно обмоткой 2, в приводе использовано
перемещение обмотки в направлении, противоположном рабочему ходу электрода, для чего применена рычажная передача. Длинное плечо рычага 6 упирается в каркас обмотки 2, а короткое плечо рычага 7 изменяет направтивоположное и передает упором в торец штока 4, несущего электрододержатель 5, силу сжатия, преобразуя ее по величине в соответствии с соотношением плеч системы рычагов. Шток 4 соединен с пружиной 8 растяжения, служащей для его возврата при обесточенном силовом органе. Для удержания рычагов () и 7 в исходном положении установлен регулируемый упор 9.
Импульсный источник может быть, например, скомпонован из блока - формирователя импульсов постоянного тока в масштабе заданной статической составляющей силы сжатия электродов - и блока - формирователя импульсов переменного (пульсирующего постоянного) тока, согласованных во времени и по амплитуде со статической составляющей силы сжатия электродов, - с соединением выходов обоих блоков по схеме сложения импульсов постоянного тока с импульсами переменного (пульсирующего постоянного) тока..
Работа привода сжатия осуществляется следующим образом.
В соответствующий момент, несколько oneрежающий момент включения импульса сварочного тока, в обмотку 2 привода подают импульс постоянного тока заданной силы в требуемой комбинации с электрическим импульсом переменного (постоянного пульсирующего) тока.
сли необходима сила сжатия электродов, не превышающая силу, которую молсет развить непосредственно подвижная обмотка, полярность электрического импульса задается переключателем такой, чтобы направление силы, развиваемой обмоткой, совпадало с направлением рабочего хода электрода. В этом случае прикрепленная к обмотке 2 втулка 3, упираясь в выступ на штоке 4, передает последнему развиваемую обмоткой 2 силу непосредственно и, если это необходимо, с наложением на основную силу сжатия динамических составляющих, соответствующих преобразованным в СИЛОВОМ органе электрическим импульсам переменного (постоянного пульсирующего) тока, протекающего через обмотку.
По окончании цикла сварки при обесточенной обмотке 2 шток с электрододержателем 5 силой пружины 8 возвращается в исходное положение.
Если необходима сила сжатия электродов, превышающая силу, которую , может развить непосредственно подвижная обмотка, полярность электрического импульса задается переключателем такой, чтобы направление силы, развиваемой обмоткой, было противоположным направлению рабочего хода электродов. В этом случае обмотка 2 упором в плечо рычага 6 передает через связанный с последним рычаг 7 развиваемую силу штоку 4 электрододержателя, преобразуя последнюю по величине и изменяя направление на противоположное; при этом детали расположенные между электродами, сжимаются с заданной силой.
В.озврат в исходное положение .штока с электрододержателем под действием пружины происходит при обесточенной обмотке.
Предмет из.о б р.ет н ия
Привод сжатия электродов машины для контактной точечной сварки, содержащий установленный на штоке, несущем подвижный электрододержатель, электромагнит, отличающийся тем, что, с целью расширения диапазона усилий сжатия электродов, он снабжен дополнительной обмоткой, подключенной к импульсному источнику и установленной концентрично штоку с возмолсностью возвратнопоступательного перемещения вдоль него, а также жестко связанной с ней втулкой, обхватывающей указанный шток и упирающейся нижним концом в кольцевой выступ, выполненный на штоке, а верхний конец втулки снабжен упором, воздействуюшим через систему шарнирно связанных между собой рычагов на свободный конец штока.
11
r|H I I I I
4llill/lll///i

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2042486C1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Машина для контактной точечной сварки | 1989 |
|
SU1738546A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
| Устройство для контактной точечной сварки | 1987 |
|
SU1447651A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1815076A1 |
| Механизм сжатия машин для контактной точечной и рельефной микросварки | 1987 |
|
SU1551495A1 |
| Устройство для электродуговой точечной сварки | 1973 |
|
SU454975A1 |
| Устройство для контактного возбуждения дуги | 1978 |
|
SU727364A1 |
| Устройство для контактной точечной сварки | 1981 |
|
SU1098716A1 |