Изобретение касается автоматических устройств для контроля линейных размеров деталей в машиностроении.
Известен автомат для многодиапазонной сортировки деталей, содержащий измерительную станцию, иополнительное устройство и механизм отвода деталей из зоны сортировки. Механизм отвода деталей из зоны сортировки выполнен в 1виде управляемых электромагнитами толкателей, число которых равно количеству сортировочных групп. Такая конструкция сложна и ненадежна из-за .большого количества подвижных звеньев.
Предлагаемый автомат отличается тем, что механизм отвода деталей выполнен в виде .постоянно вращающейся вокруг своей оси планшайбы с пазом, по форме опирали Архимеда на верхнем торце и неподвижных радиальных разделителей с параллельными стенками. Это упрощает конструкцию.
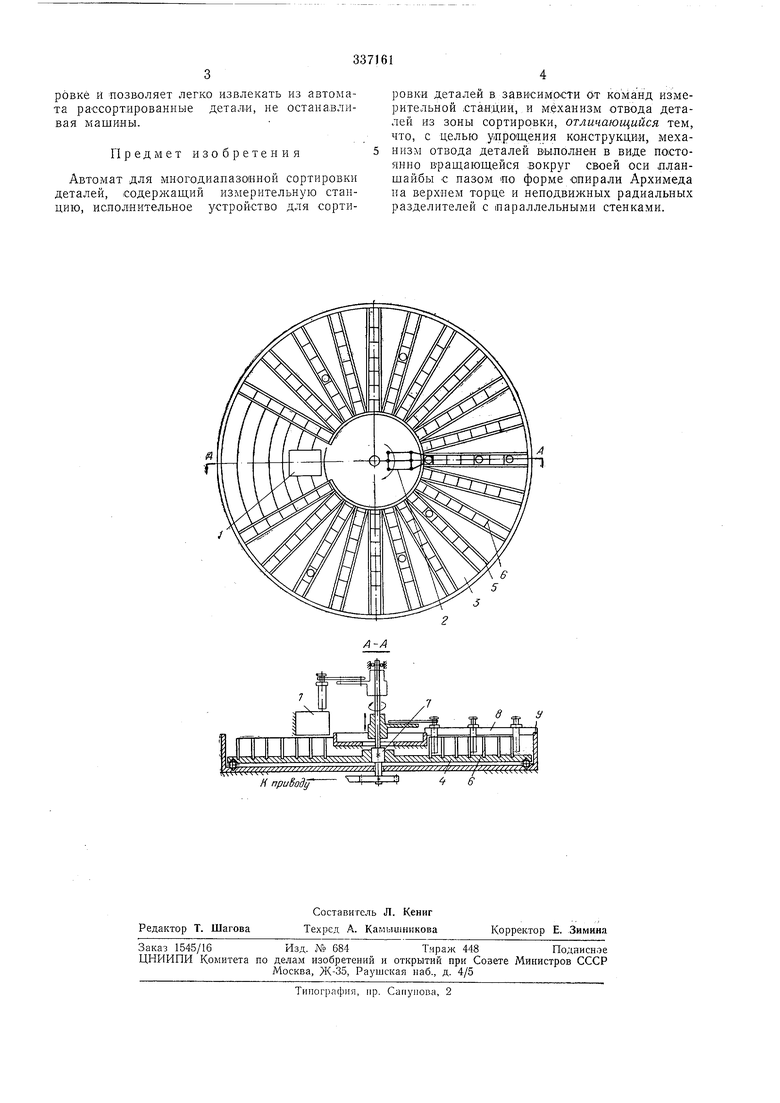
На чертеже изображена схема предлагаемого автомата.
Он состоит из измерительной станции I, определяющей сортировочные группы контролируемых деталей в зависимости от их линейных размеров, кругового исполнительного устройства 2, адресующего детали .по командам измерительной станции, механизма 3 отвода деталей из зоны сортировки. Измерительная станция и круговое исполнительное устройст-,
во могут быть любой известной конструкции, обеспечивающей принудительную сортировку деталей. Механизм отвода из зоны сортировки содержит планшайбу 4 и раДиальные разделители 5. На верхней плоскости планшайбы выполнена спираль 6 с шагом, превЫШающим диаметр детали. Планшайба и иополнительное устройство располОЖены на общем валу 7. Радиальные разделители имеют параллельные стенки 8 и неподвижно закрепчяены над .планшайбой на кронштейнах 9, образуя решетку.
Измеренная на станции деталь исполнительным устройством переносится в сортировочную группу, соответствующую размерам детали, и опускается на планшайбу между неподвижными радиальными разделителями. После этого исполнительное устройство поднимается и продолжает движение до исходного положения. В результате в какую бы сортировочную группу ни попала деталь, спираль за один оборот планшайбы сдвигает изделие на шаг спирали, освобождая зону сортировки для .приема следующей детали. Таким образом, рассортированные изделия, не повреждаясь, перемещаются из зоны сортировки к -периферии планшайбы, находясь в ориентированном положеНИн между радиальными разделителями. Предлагаемый а.втомат прост,
ровкё и позволяет легко извлекать из автомата рассортированные детали, не останавливая машины.
Предмет изобретения
Автомат для многодиалазоиной сортировки деталей, -содерл ащий измерительную станцию, исполнительное устройство для сортировки деталей в зависимости От команд измерительной стандин, и механизм отвода деталей из зоны сортировки, отличающийся тем, что, с целью угпрощения конструкции, механизм отвода деталей выполнен в виде постоянно вращающейся вокруг своей оси лланшайбы с пазом По форме опирали Архимеда на верхнем торце и неподвижных радиальных разделителей с параллельными стенками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для многодиапазонной сортировки деталей | 1980 |
|
SU979842A1 |
| Автомат для многодиапазонной сортировки прецизионных деталей | 1982 |
|
SU1107904A1 |
| Автомат для сортировки подшипников качения по моменту сопротивления вращению | 1989 |
|
SU1686329A1 |
| Автомат для контроля деталей | 1984 |
|
SU1235556A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 2010 |
|
RU2464530C2 |
| Автомат для сортировки ферромагнитных деталей | 1977 |
|
SU683817A1 |
| Устройство для сортировки деталей по комплексному параметру | 1982 |
|
SU1087206A1 |
| Автомат для сортировки на размерные группы цилиндрических деталей | 1980 |
|
SU878360A1 |
| Автомат для сортировки деталей,имеющих форму тел вращения | 1982 |
|
SU1009538A1 |
| УСТРОЙСТВО для КОНТРОЛЯ и СОРТИРОВКИпо | 1972 |
|
SU326433A1 |
Л прибоду
g4
