Изобретение относится к оборудованию литейного производства.
Известны кондукторы для захвата, транспортировки и простановки комплекта сте. в литейную форму, включающий корПус, устройство для зажима и транспортировки стержней с приводом от пневмоцилиндров, фиксирующий механизм и уплотнители, соединенные через кронштейны со штоками цилиндров, закрепленных на корпусе кондуктора.
Недостатком такого кондуктора является возможность разрушения поверхностного слоя стержней в момент их фиксации в форме.
Предложенная конструкция коидуктора позволяет устранить этот недостаток. Это достигается за счет того, ч;то по крайней мере: один из цилиндров уплотнителей выполнен подпружиненным относительно корпуса кондуктора и через шток соединен с зоЛОтниковым устройСтвом, регулирующим лодачу возду.ха в цилиндры зажима стержней.
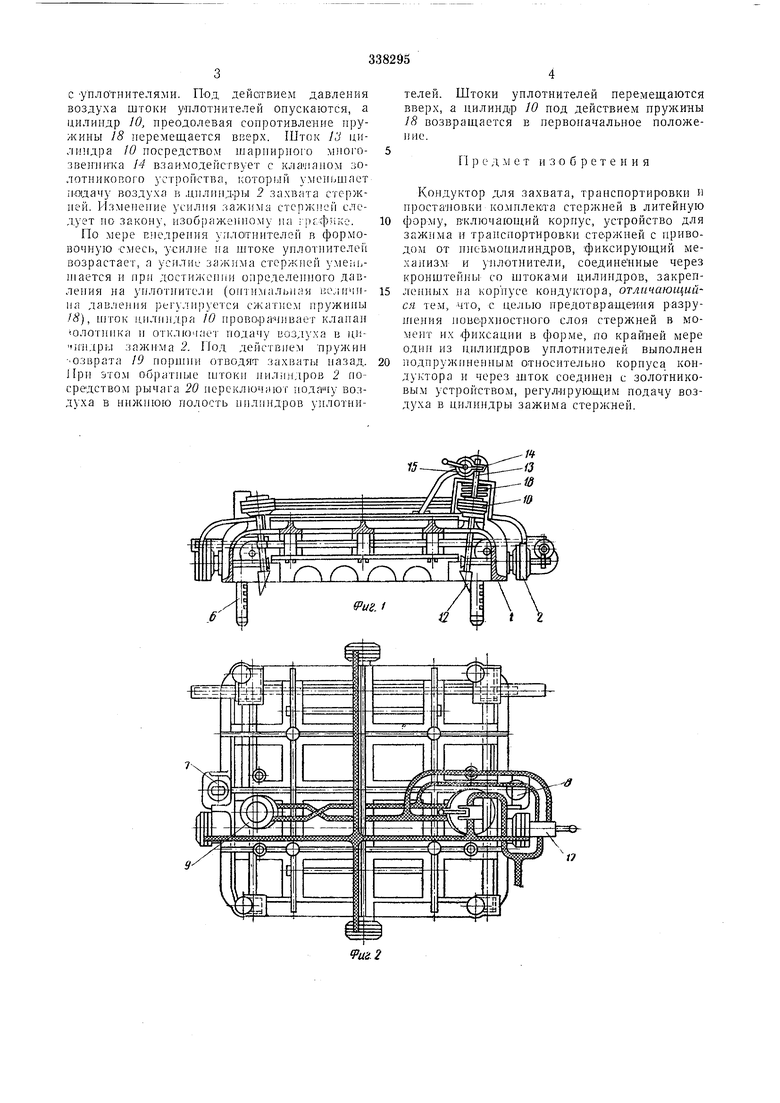
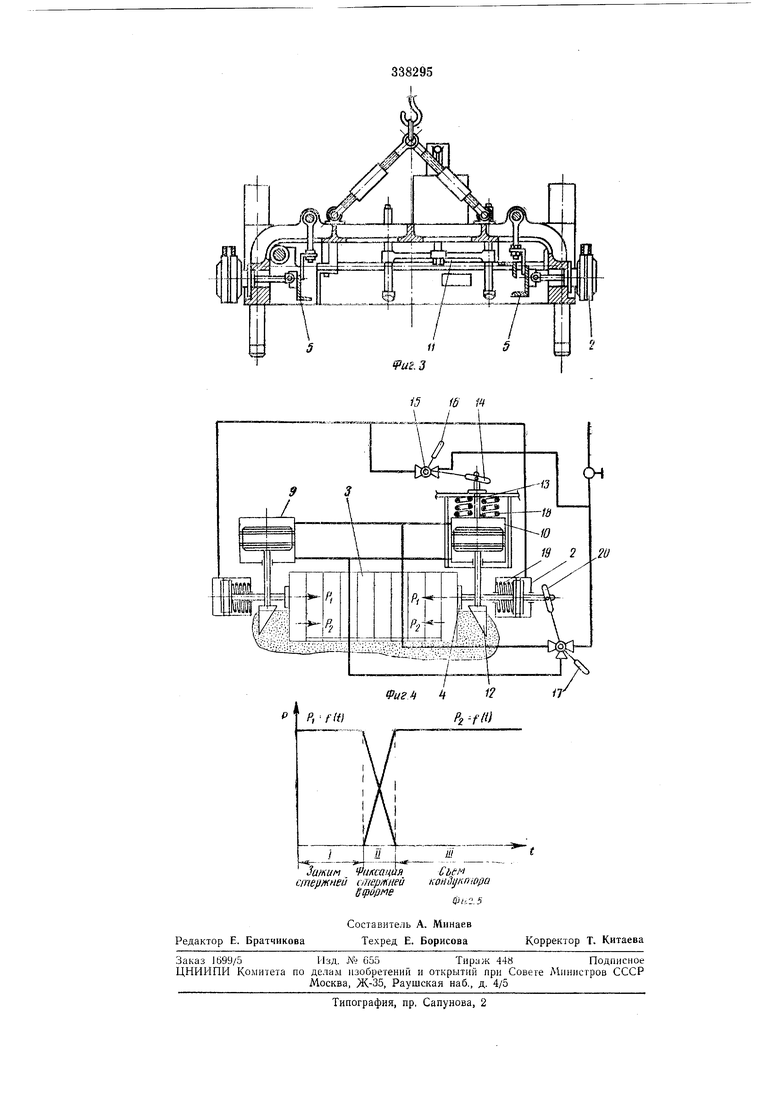
Иа фиг. 1 изображен предлагаемый кондуктор в разрезе; на фиг. 2 и 3 - то же, вид сверху и сбоку в разрезе; на фиг. 4 - принципиальная схема кондуктора; на фиг. 5 - график сил, действующих на стержни в процессе работы кондуктора в функции от времени
Кондухтор выполнен в виде корпуса 1, пя котором жестко закреплены цилиндры 2 механизма захвата стержней 3, штоки которых соединены с зажима-ми 4 и захватами 5.
Фиксирующее устройство содери ит четыре реечные штанги 6, перемещаемые в вертикальной плоскости под действием сил тяжести.
На двух протиВОположных стОронах корпуса / укреплены втулки 7 и 8 для фиксации его .по спарочным штырям нижней полуформы.
Механизм уплотнения выполнен в виде двух цилиндров 9 и 10, щтоки которых связаны через кронщтейны // с уплотнителями 12. Один из цилиндров 10 установлен в корпусе кондукторов с возможностью иеремеи;ения вдоль оси уплотнителя и посредством 13 и щарнцрпого многозвениика 14 соединен с клапаном золотникового устройства 15. Другой цилиндр 9 уплотнителей жестко закреплен на корпусе.
Кондуктор работает следующим образом.
Поворотом рукоятки крапа 16 стержни, установленные предварительно в сборочном кондукторе, прижимают зажимами 4 одновременно с четырех сторон. Затем кондуктор транспортируют к месту установки, где комнлечт стержней укладывают в полуформу. В .момент соприкосНОвения плоскости разъема кондуктора с полуформой краном ,17 включают цнлицдры 9 и 10, поршнп которых соединены
с -уплотнителями. Под. дейатвием давления воздуха штоки уплотнителей опускаются, а цилиндр 10, преодолевая сопротивление нружины 18 перемещается вверх. Шток 13 цилиндра W посредством шарнирного MiiOiOзвенника 14 взаимодействует с клаияном золотникового устр01 гства, который уменьшает П01дачу воздуха в дилинд.ры 2 захвата стержней. Р1зменение усилия .зажима стержней следует но закону, изображенному на графике.
По мере внедрения уило1тнителей в формовочную смесь, усилие на штоке уплотнителей возрастает, а усилие зажима стержней yMe Uj1иается н при достиженнн определенного давления на уплот1гители (оитимальная величина давле)1ии регулируется сжатием нружины tS, шток цилиндра 10 нрово.рачивает кланаи олотника и о11слючает подачу воздуха в цгчшдры зажима 2. Под действием пружин Озврата 19 поршни отводят захваты иазад, Лрн этом обратные П1токн иилиндров 2 посредством рычага 20 иереключиют и, воздуха в нилснюю полость пидиндров уплотнителей. Штоки уплотнителей перемещаются вверх, а пилинД|р 10 под действием пружины 18 возвращается в первоиачальное положение.
11 р е д м е т и з о б р е т е н и я
Кондуктор для захвата, транспортировки н простаиовки комплекта стер/кией в литейную
форму, включающий корпус, устройство для зажима н транспортировки стержней с приводом от и}1евмоиилиндров, фиксирующий механизм и уплотнители, соединеиные через кронштей)ы со штоками цилиндров, закрепленных на корпусе кондуктора, отличающийся тем., что, с целью нредотвращения разруИ1ения новерхиостного слоя стержней в момент их фиксации в форме, но крайией мере одни из цилиндров унлотиителей выполнен
подпружиненным относительно кориуса кондуктора и через шток соединен с золотниковы.м устройством, регуЛИрующим подачу воздуха в цилиндры зажима стержней.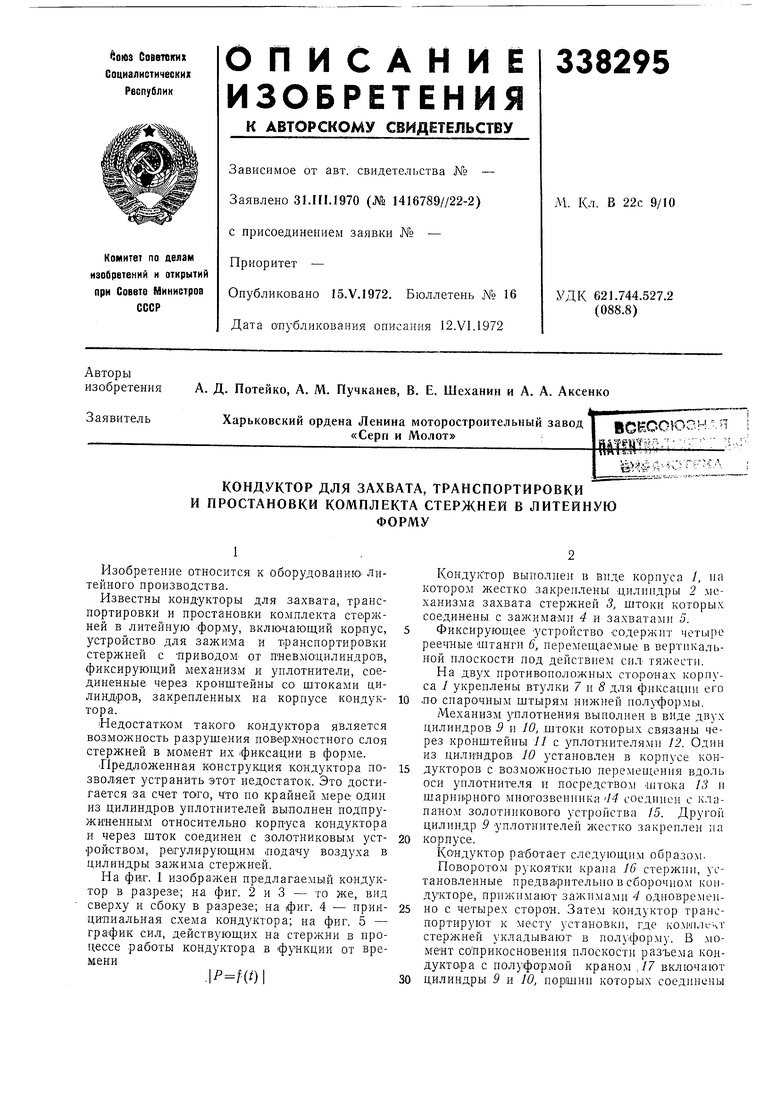
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
| Кондуктор для захвата, транспортировки и простановки стержней в форму | 1988 |
|
SU1611552A1 |
| СПОСОБ ПРОСТАНОВКИ СТЕРЖНЕЙ В ЛИТЕЙНУЮ ФОРМУ | 2022 |
|
RU2805406C2 |
| ФОРМОВОЧНАЯ МАШИНА | 1972 |
|
SU350569A1 |
| Устройство для автоматической простановки стержней | 1985 |
|
SU1268281A1 |
| Автомат для изготовления полуформ и стержней | 1970 |
|
SU438487A1 |
| Простановщик стержней | 1986 |
|
SU1411093A1 |
| Кантователь литейных полуформ с протяжным механизмом | 1979 |
|
SU854584A1 |
| Кондуктор | 1976 |
|
SU582884A1 |
| КОНДУКТОР для ЗАХВАТА, ТРАНСПОРТИРОВКИ И ПРОСТАНОВКИ КОМПЛЕКТА СТЕРЖНЕЙ В ЛИТЕЙНУЮ | 1973 |
|
SU383515A1 |
/7
