1
Изобретение относится к литейному производству, в частности, к сборке стержней я установке их в питейную форму.
Известны кондукторы для захвата, транс портировки и простановки комплекта стержней в литейную форму. Они включают кор. пус, устройства для захвата и зажима стержней, фиксирующее устройство для нк велировки устройство для транспортировки и простановки комплекта стержней в жтейную
форму.
Известные кондукторы не обеспечивают
достаточной точности сборки стержней и контроль их размеров. Это затрудняет сбор ку стержней и простановку их в форму,
не позволяет постоянно получать равномер ную толщину стенок отливки, что особенно важно прв изготовлении тонкостенного литья.
Целью изобретения является контроль размеров собранного комплекта литейных стержней для повышения равномерности толщин стенок отлим;н.
Это достигается тем, что предлагаемый. кондуктор,кроме средстр для фиксирования
я зажима литейных сгержней снабжен поворотно относительно горизонтальной оси рамой, установленной на раме подвижной плитой со штырями, и датчиками контроля линейных размеров, смонтированными на Сйо бодных концах штырей.
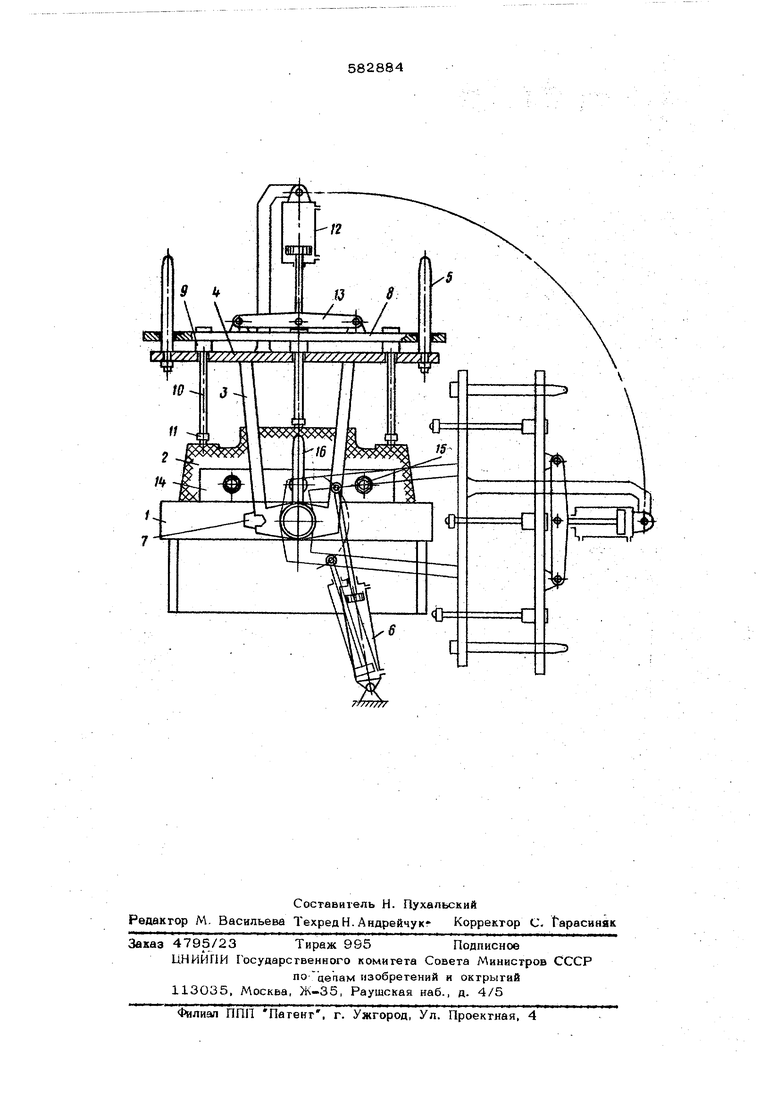
На чертеже схематично изображен Koii цукгор, общий виц,
В корпусе 1 концукторафиксируютсяпинейньш стержни 2, а на нем смонтирована поворотная относительно горизонтальной оси рама 3.. с неподвижной рамой ,4, направпяю. щими штырями 5 и приводом 6. На корпусе также расположе№%иксатор 7 .поворотной рамы. На направляющих штырях неподвиж- ной рамы смонтирована подвижная плита 8 с регулируемыми упорами 9, штырями 10, на свободных концах которых смонтированы датчики контроля линейных размеров ll. На «подвижной, плите установлен привод 12 с нивелирующим устройством 13. Для стяж«Ktf стержней имеются планки 14 и стяжки, 15,,На верхней торцовой поверхности корпуса кондуктора установлены направлЯклпйе штыри 16.
Кондуктор работает следующим образом.
Комплект Стержней 2 устанавливается в корпус кондуктора ификсируегсявего , /порах. Затем при помощи поперечных планок 14, установленных в специальныа углубления крайних стержней и стяЖек 15 производится стяжка комплекта стержней. После этого поворотная относительно гор зонтальной оси рама 3 при npi oottr врявода 6, например гвдродилиндра, из нерабочего положения (на чертеже это положение пс казано штрих-пунктирными линиями) перемещается в рабочее-попожение. Рабочее ио пожение поворотной рамы закреппяется фиксатором 7.
Послеэтого привод 12, например гидроЦИЛИНДР, с нивелирующим {устройством 13, перемещает по направляющим штырям 5 подвижную плиту 8 со штырями Ю и дат- чиками линейных размеров 11, i например индукционными, до соприкосновения регулируемых на размер упоров 9 с неподвижной дйитой 4.
В этом пололсении датчики определяют величину линейных размеров (отклонение размеров) комплекта собранных стержней и дают сигнал в командное устройство заточного станка для доведения этих размеров до номинальных. Доводка раг меров осущес вляется при положении поворотной рамы 3 в нерабочем положении. Когда все размеры стержней доведены до номинальных, по направляюши штырям Д6 корпуса кондуктора одевается корона, которая с помощью базрЁых упоров и пневмоэажвмо - фикса торов по специальным углублениям в поперечных планках 14 фиксирует и зажимает
комплект стержней. В этом виде комплект собранных стержней с короной вынимается из кондуктора в с помощью подвесного устройства переносится на участок сборки литейных , где по сборочным штырям опоки устанавливается в форму.
Предложенная кшютрукаая койаукгора позволяет осуществлять контроль размеров собранного) ксжшекта литейных стержней для повышения равноиерности толщин стенок отливки.
Формула изобретения
Кондуктор, содержащий корпус, на верхней торцовой поверхности которого установлены направляющие штыри, и средства для фиксирования и зажима литейных стержней,
0.тличающийбя тем, что, с целью контроля собранного комплекта литейных стержней для повышения равномерности
тол шин стенок отливки, он снабжен поворотной относительно горизонтальной оси рамой, установленной на раме подвижной плитой со штырями, н аатчнками контроля линейных размеров, смонтированными на свободных концах штырей.
(Источники информации, принятые во внимание при экспертизе:
1,Авторское свидетельство № 383515, кл. В 22 С 9/10. 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
| СПОСОБ ПРОСТАНОВКИ СТЕРЖНЕЙ В ЛИТЕЙНУЮ ФОРМУ | 2022 |
|
RU2805406C2 |
| КОНДУКТОР для ЗАХВАТА, ТРАНСПОРТИРОВКИ И ПРОСТАНОВКИ КОМПЛЕКТА СТЕРЖНЕЙ В ЛИТЕЙНУЮ | 1973 |
|
SU383515A1 |
| Сборочный кондуктор | 1980 |
|
SU876264A1 |
| Поточно-механизированная линия для наплавки бил | 1981 |
|
SU1069940A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2000 |
|
RU2191657C2 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| Установка для подачи стержней | 1980 |
|
SU950480A1 |
| Линия для изготовления литейных форм | 1984 |
|
SU1202705A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |