Изобретение относится к литейному производству, в частности к сборке и установке стержней в литейную форму и может быть использовано для автоматизации процесса транспортировки и установки стержней в литейную форму на автоматических формовочных линиях.
Из уровня техники известны кондукторы для установки, захвата, транспортировки и простановки комплекта стержней в литейную форму, включающие сборочный кондуктор, а также простановочный кондуктор, содержащий корпус, устройство для захвата и зажима стержней, устройство для подвешивания кондуктора и фиксирующее устройство. С помощью данных кондукторов осуществляется способ простановки стержней, заключающийся в том, что стержни устанавливают и собирают в комплект на сборочном кондукторе, посредством простановочного кондуктора комплект стержней захватывают, зажимают, перемещают и устанавливают в литейную форму (см. авторское свидетельство №168404, опубликовано 18.11.1965 г.).
Одним из недостатков известного решения является снижение точности расположения стержней относительно формы, из-за совокупной погрешности комплекта стержней сборки и неточности их контактирующих поверхностей. Это не позволяет постоянно получать равномерную толщину стенок отливок, что особенно важно при изготовлении крупных протяженных тонкостенных отливок.
Также известен кондуктор, содержащий корпус с направляющими штырями, средства для фиксирования и зажима стержней, поворотную раму. С помощью данного кондуктора осуществляется способ простановки стержней, заключающийся в том, что комплект стержней устанавливают в сборочном кондукторе и фиксируют в его упорах, посредством планок и стяжек комплект стержней стягивают, доводят размеры до номинальных значений. Далее на стержни устанавливают корону, фиксируют и зажимают стержни, после чего их перемещают и устанавливают в литейную форму (см. авторское свидетельство №582884, опубликовано 05.12.1977 г.).
Недостатком данного решения является то, что установка сложных стержней без предварительной сборки в единый блок с жесткой фиксацией друг относительно друга невозможна, это приводит к снижению точности расположения стержней в форме. Также недостатком является сложность конструкции кондуктора и ненадежность при эксплуатации.
Из уровня техники известны кондукторы для захвата, транспортировки и простановки комплекта стержней в литейную форму, включающие сборочный кондуктор и простановочный кондуктор, имеющий корпус и устройства для захвата и зажима стержней. С помощью данных кондукторов осуществляется способ простановки стержней в литейную форму, заключающийся в том, что стержни устанавливают и собирают в сборочном кондукторе, посредством простановочного кондуктора с захватами комплект стержней захватывают, зажимают, перемещают и устанавливают в литейную форму (см. авторское свидетельство №383515, опубликовано 23.05.1973 г.).
Недостатком данного решения является то, что оно не обеспечивает точность установки стержней в форму, установка сложных стержней без предварительной сборки в блок невозможна, далеко не во всех случаях из-за конструктивных особенностей отливок в стержнях можно выполнить необходимые упоры и базовые площадки.
Из уровня техники известны простановочный кондуктор и сборочный кондуктор, включающий корпус с устройствами для точного ориентирования сопряжения с простановочным кондуктором и с базовыми упорами для фиксации стержней. С помощью данных кондукторов осуществляется способ простановки стержней в литейную форму, заключающийся в том, что стержни устанавливают в сборочном кондукторе, затем их поднимают, в результате чего за счет собственного веса они самоцентрируются, посредством простановочного кондуктора стержни захватывают, фиксируют, перемещают и устанавливают в литейную форму (см. авторское свидетельство №876264, опубликовано 30.10.1981 г.).
Недостатком данного решения является то, что оно не обеспечивает точность сборки комплекта стержней.
перемещают и устанавливают в литейную форму (см. авторское свидетельство №876264, опубликовано 30.10.1981 г.).
Недостатком данного решения является то, что оно не обеспечивает точность сборки комплекта стержней.
Наиболее близким решением к предложенному является комплект для простановки стержней в литейную форму, включающая сборочный кондуктор и простановочный кондуктор, имеющий корпус, устройство для зажима и транспортировки стержней, захваты с рабочими органами. С помощью данного комплекта осуществляется способ простановки стержней в литейную форму, заключающийся в том, что стержни устанавливают в сборочном кондукторе, посредством простановочного кондуктора с захватами блок стержней захватывают, фиксируют, перемещают и устанавливают в литейную форму (см. SU 1611552, опубликовано 07.12.1990 г.).
Недостатком наиболее близкого решения является то, что оно не обеспечивает точность простановки стержней в форму, установка сложных стержней без предварительной сборки в единый блок с жесткой фиксацией друг относительно друга невозможна. Также недостатком является сложность конструкции кондуктора и ненадежность при эксплуатации.
Технической проблемой, решаемой предложенным изобретением, является расширение технологических возможностей, повышение эксплуатационной надежности, упрощение обслуживания при эксплуатации.
Техническим результатом изобретения является повышение точности отливок с обеспечением стабильности толщин их стенок, исключение возможности разрушения литейной формы из-за перекоса стержней при их установке и дефектов отливок за счет обеспечения точности простановки и позиционирования каждого стержня в отдельности в сборочном кондукторе и сохранения его точного положения при транспортировке и установке в литейную форму.Технический результат изобретения достигается благодаря реализации способа простановки стержней в литейную форму, заключающемуся в том, что стержни устанавливают в сборочном кондукторе, посредством простановочного кондуктора стержни захватывают, фиксируют, перемещают и устанавливают в литейную форму, при этом осуществляют установку стержней и/или групп стержней независимо друг от друга на ложементах, расположение базовых поверхностей которых в сборочном кондукторе соответствует расположению знаковых поверхностей литейной формы.
Кроме того, для перемещения стержней и/или групп стержней и их установки в литейную форму могут использовать простановочный кондуктор, включающий нижнюю и верхнюю рамы, связанные между собой посредством гибких связей, и захваты, установленные на нижней раме.
Кроме того, могут осуществлять установку стержней и/или групп стержней в литейную форму независимо друг от друга, при этом захват и фиксацию каждого стержня и/или группы стержней могут осуществлять посредством, по меньшей мере, двух захватов, установленных на нижней раме с возможностью регулировки их положения в вертикальном и горизонтальном направлениях, а также угла наклона, при этом захват и фиксацию стержней и/или групп стержней могут осуществлять путем размещения захватов в пазах, образованных в знаковых частях стержней и/или на их поверхностях, не являющихся формообразующими для отливки.
Технический результат изобретения достигается также благодаря комплекту кондукторов для простановки стержней в литейную форму, содержащей сборочный кондуктор и простановочный кондуктор, сборочный кондуктор включает корпус с устройствами для точного ориентирования сопряжения с простановочным кондуктором, простановочный кондуктор включает корпус с захватами и устройствами для точного ориентирования сопряжения со сборочным кондуктором и литейной формой, сборочный кондуктор имеет ложементы для независимой установки стержней и/или групп стержней, причем расположение базовых поверхностей ложементов в сборочном кондукторе соответствует расположению знаковых поверхностей литейной формы, корпус простановочного кондуктора выполнен в виде связанных гибкими связями верхней и нижней рам, при этом каждый захват установлен на нижней раме с возможностью регулировки положения захвата в вертикальном и горизонтальном направлениях, а также угла его наклона.
Кроме того, число m захватов для независимо устанавливаемых стержней может быть равно m=b⋅n, где
n - количество независимо устанавливаемых стержней,
b - количество захватов, необходимых для простановки одного стержня.
Также число m захватов для независимо устанавливаемых групп стержней может быть равно m=Σbi⋅ni, где
n - количество независимо устанавливаемых групп стержней,
b - количество захватов, необходимых для простановки одной группы стержней,
i - количество групп однородных стержней с одинаковым количеством захватов.
Кроме того, ложементы могут быть установлены на опорах, закрепленных на корпусе сборочного кондуктора.
Гибкие связи между верхней и нижней рамами простановочного кондуктора могут представлять собой гибкие стержни с ограничителями.
Кроме того, верхняя рама может иметь устройства для центрирования положения на верхней каретке стержнеукладчика.
Кроме того, каждый захват может быть установлен на закрепленной на нижней раме пластине с пазами для регулировки положения захвата.
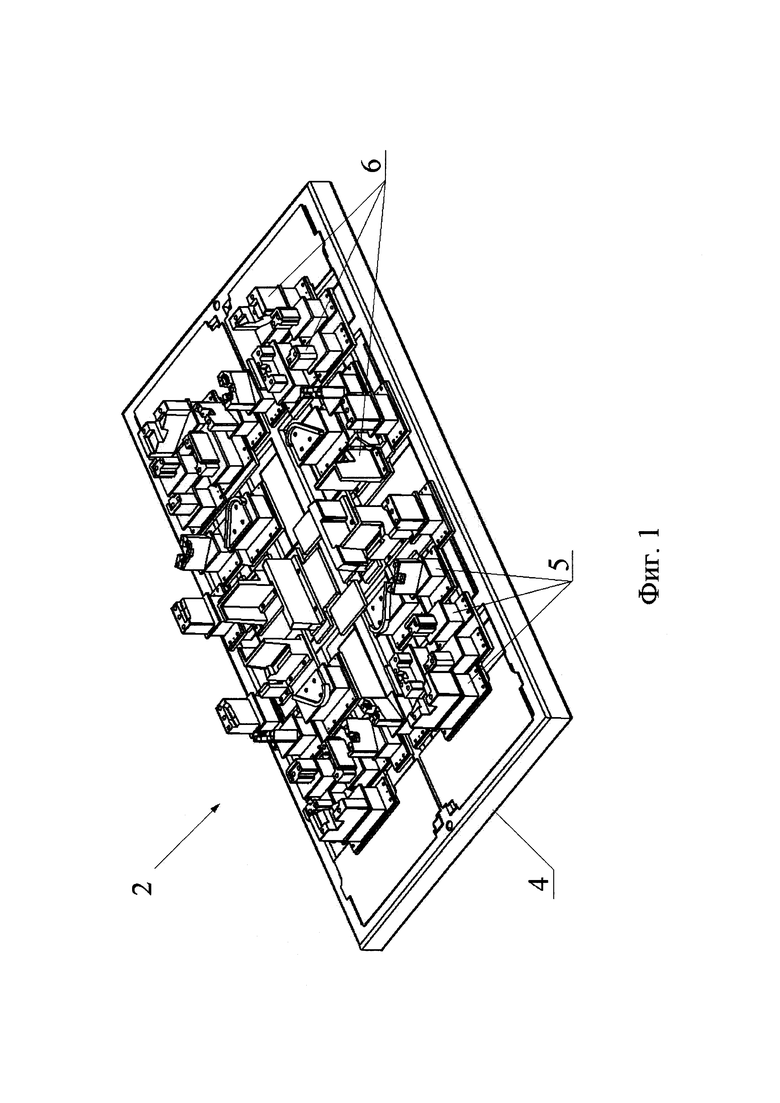
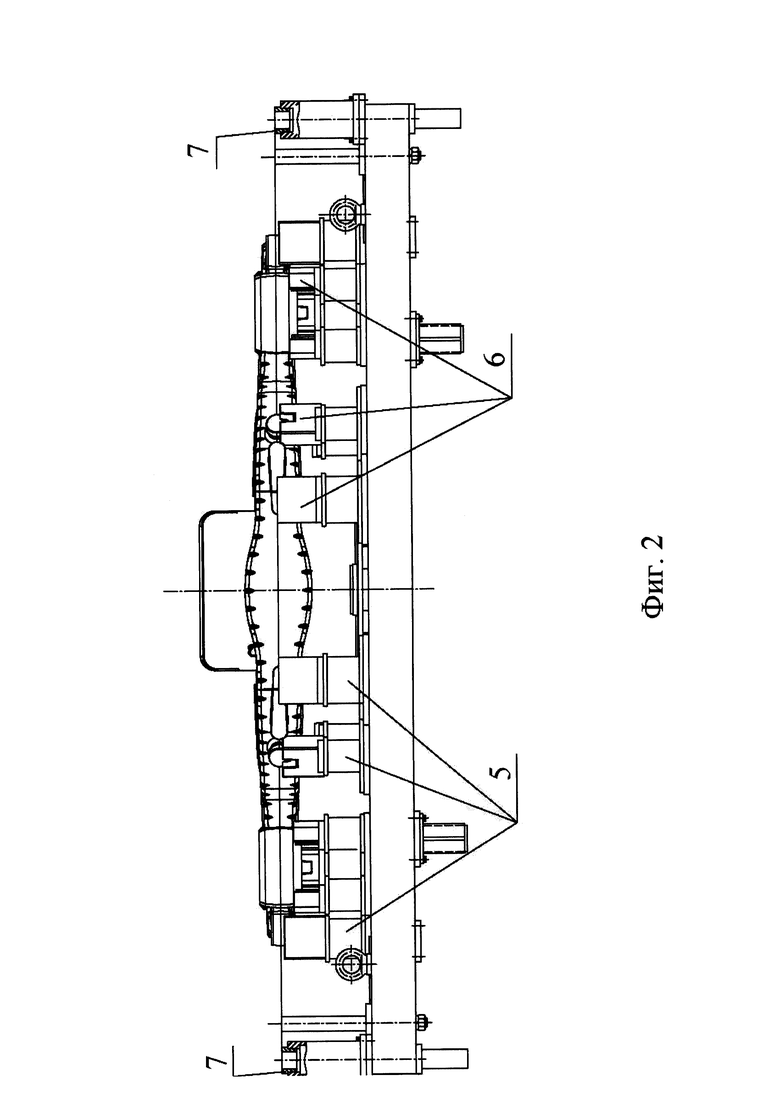
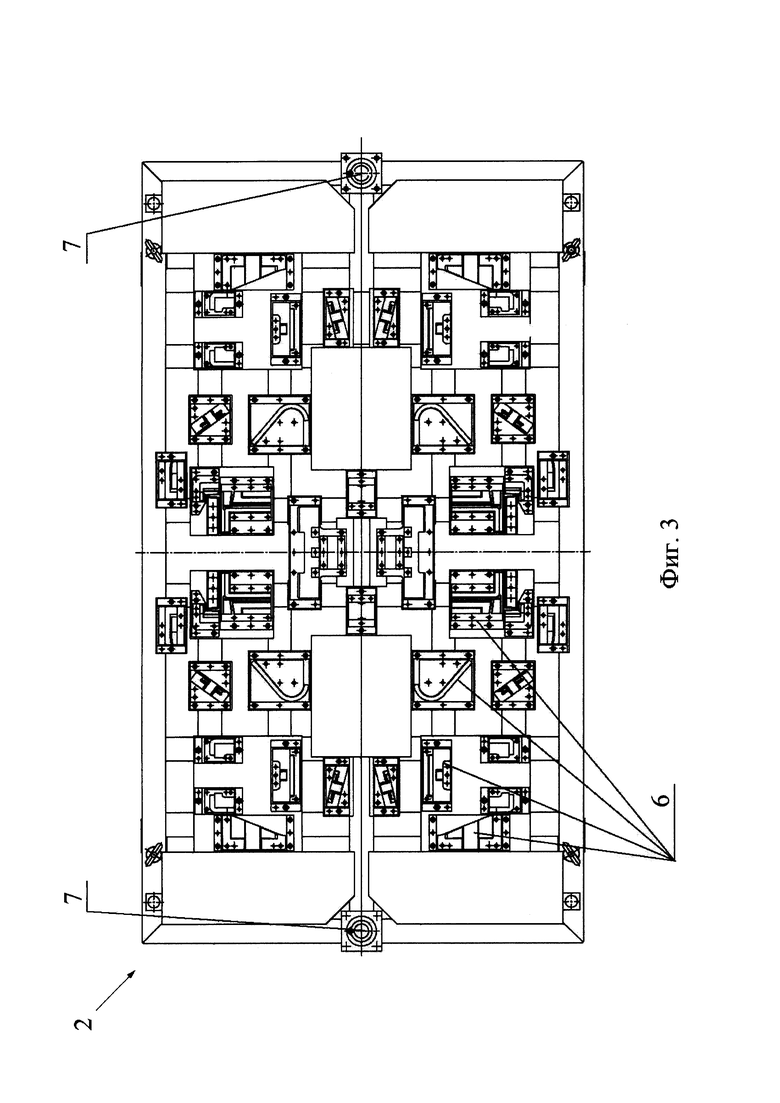
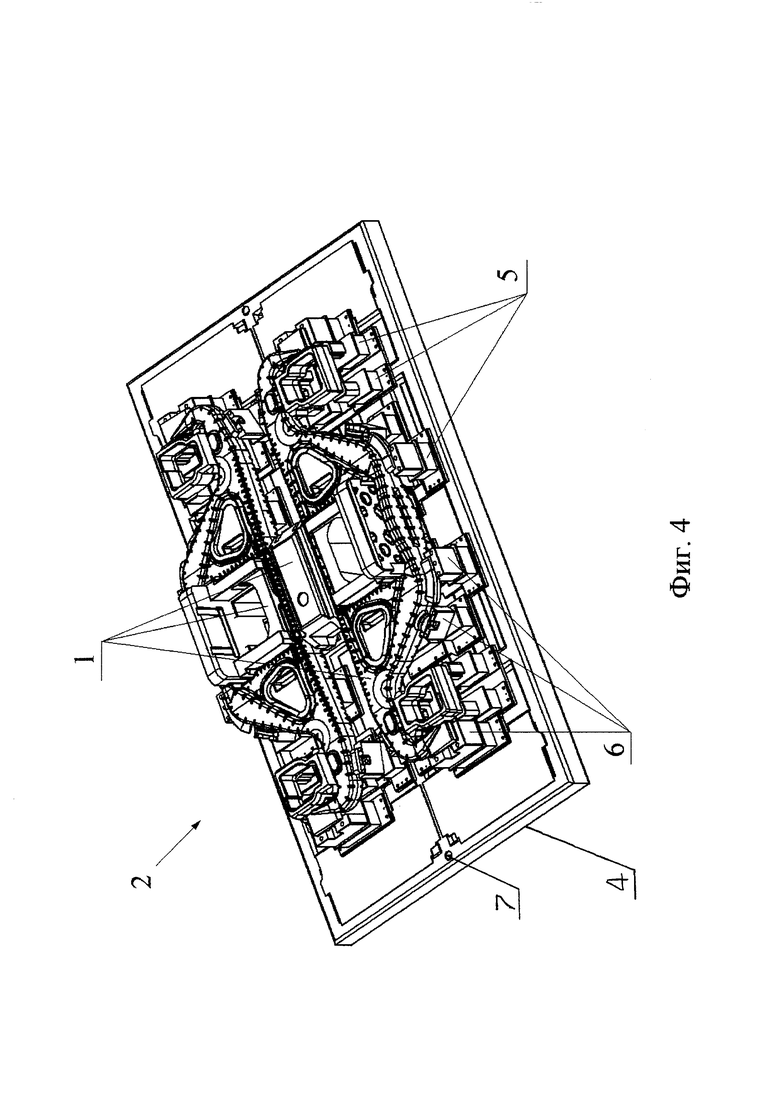
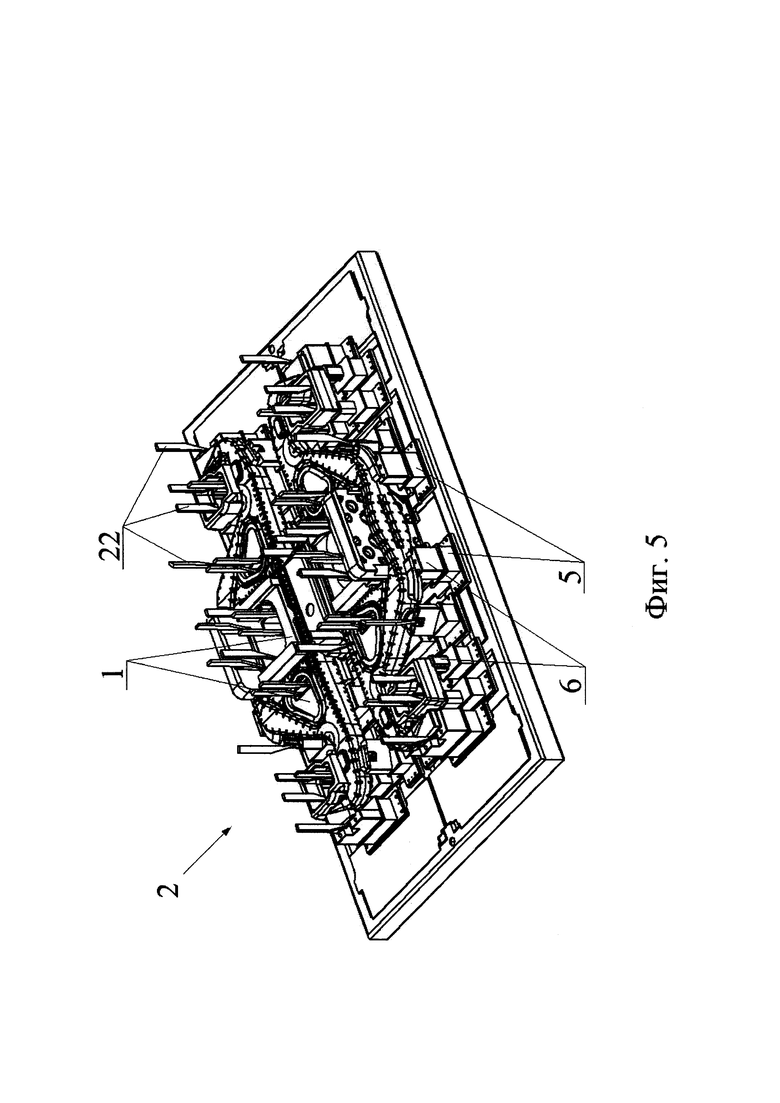
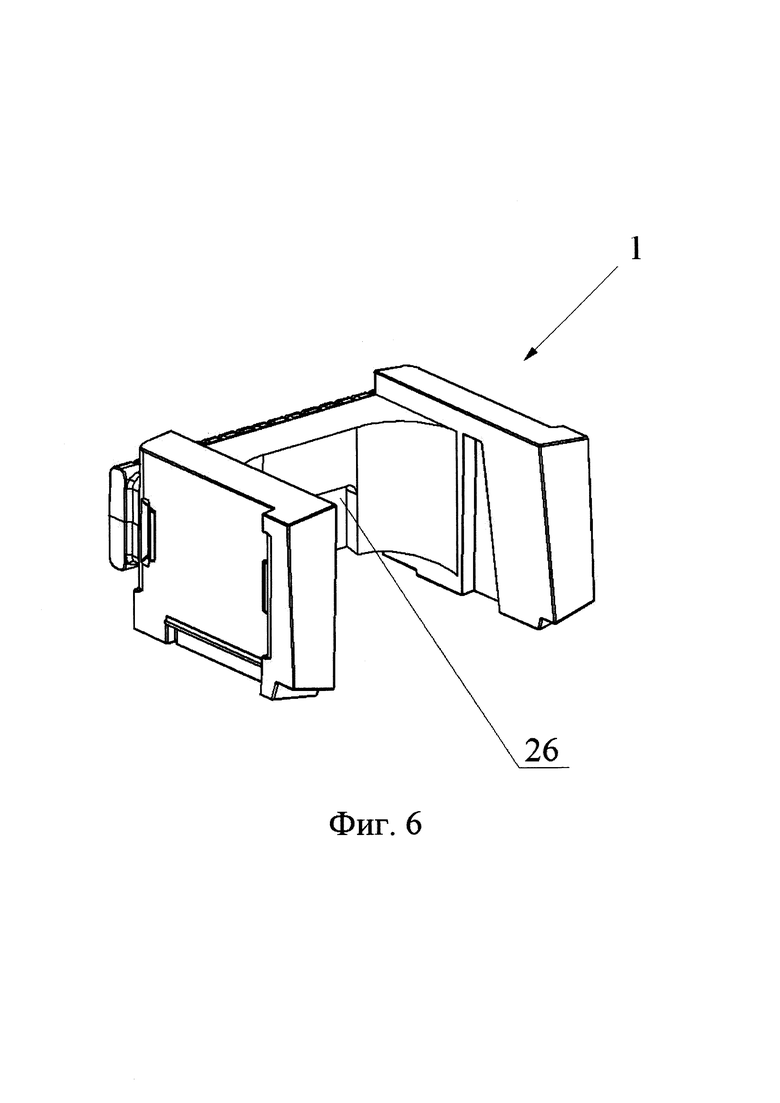
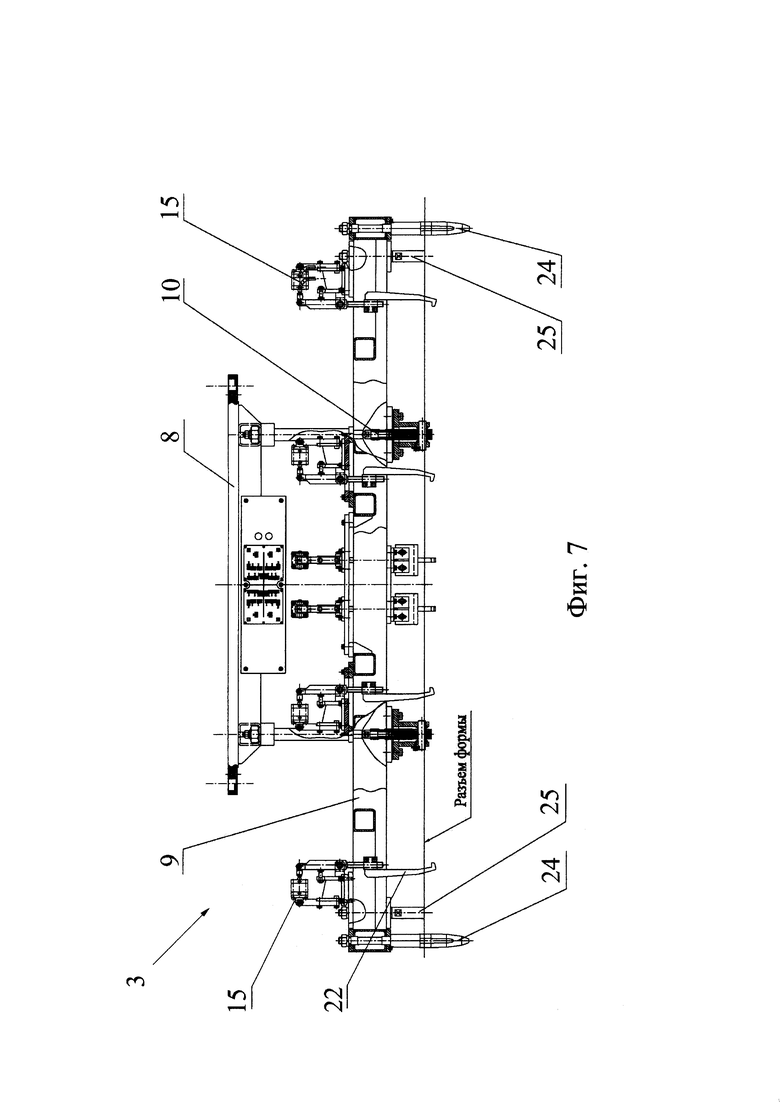
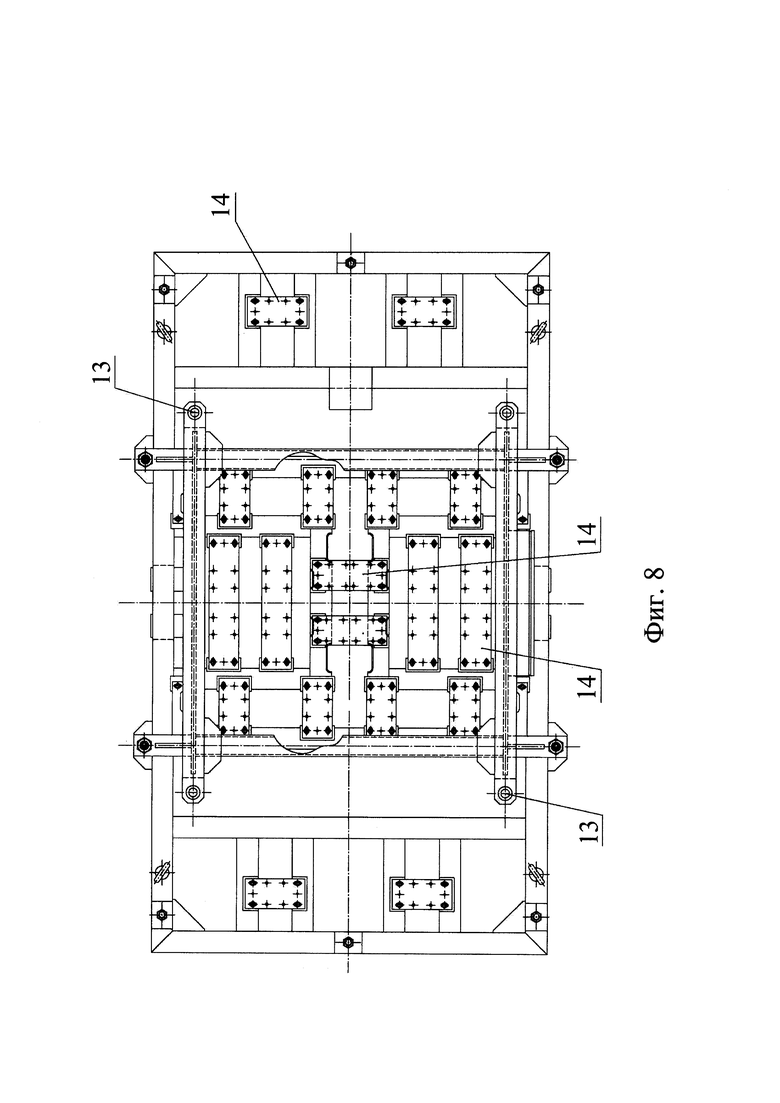
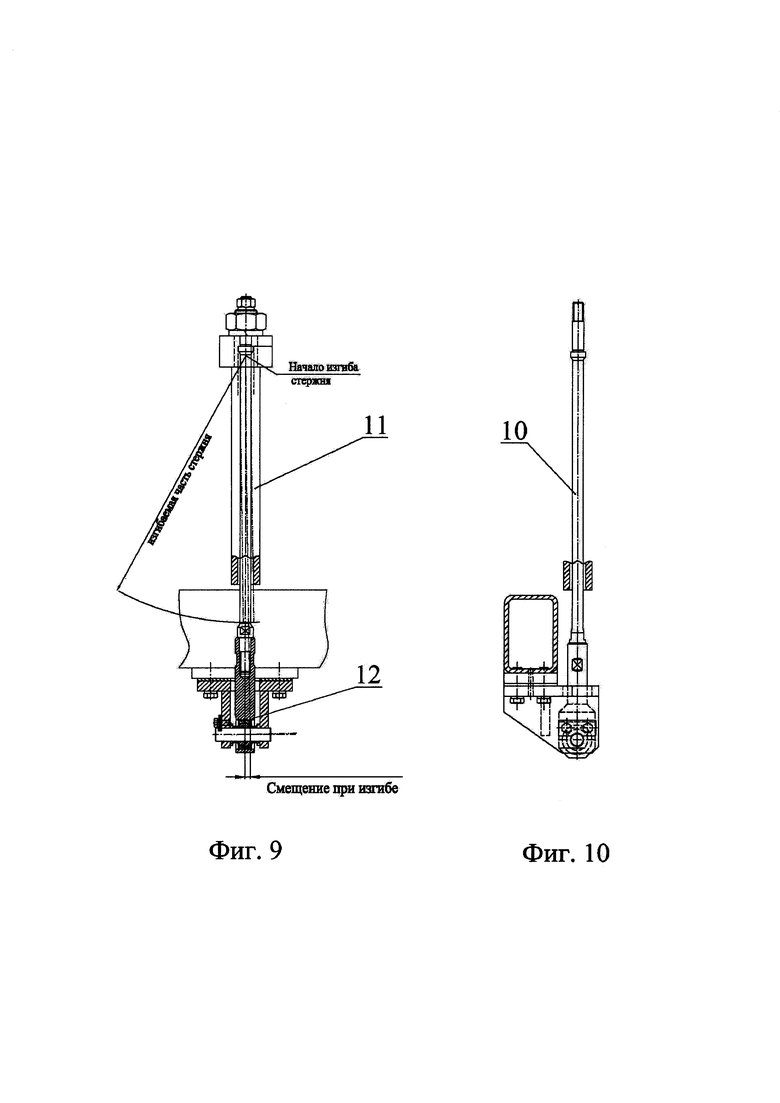
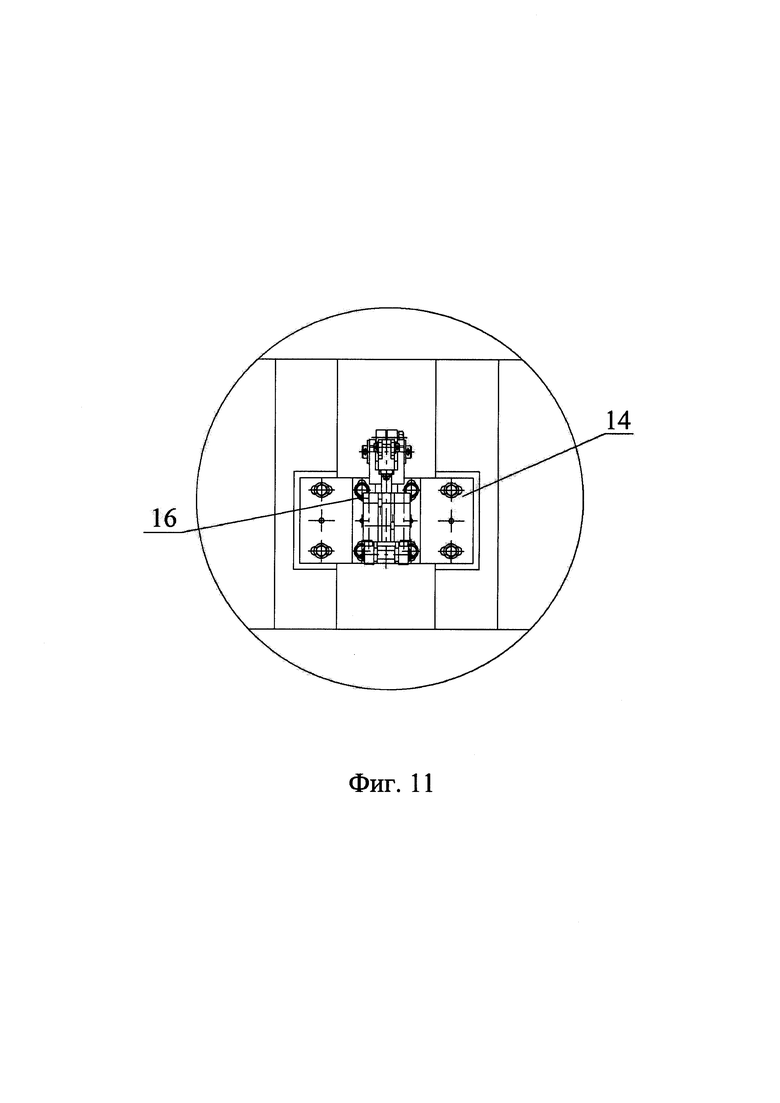
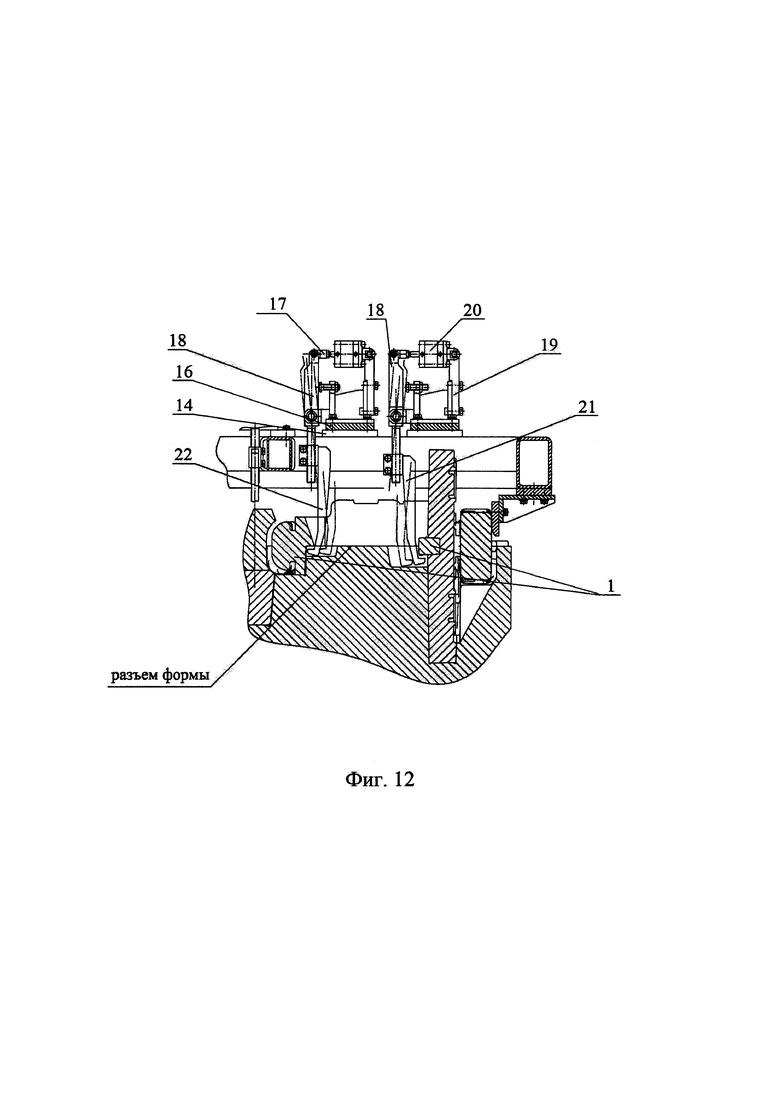
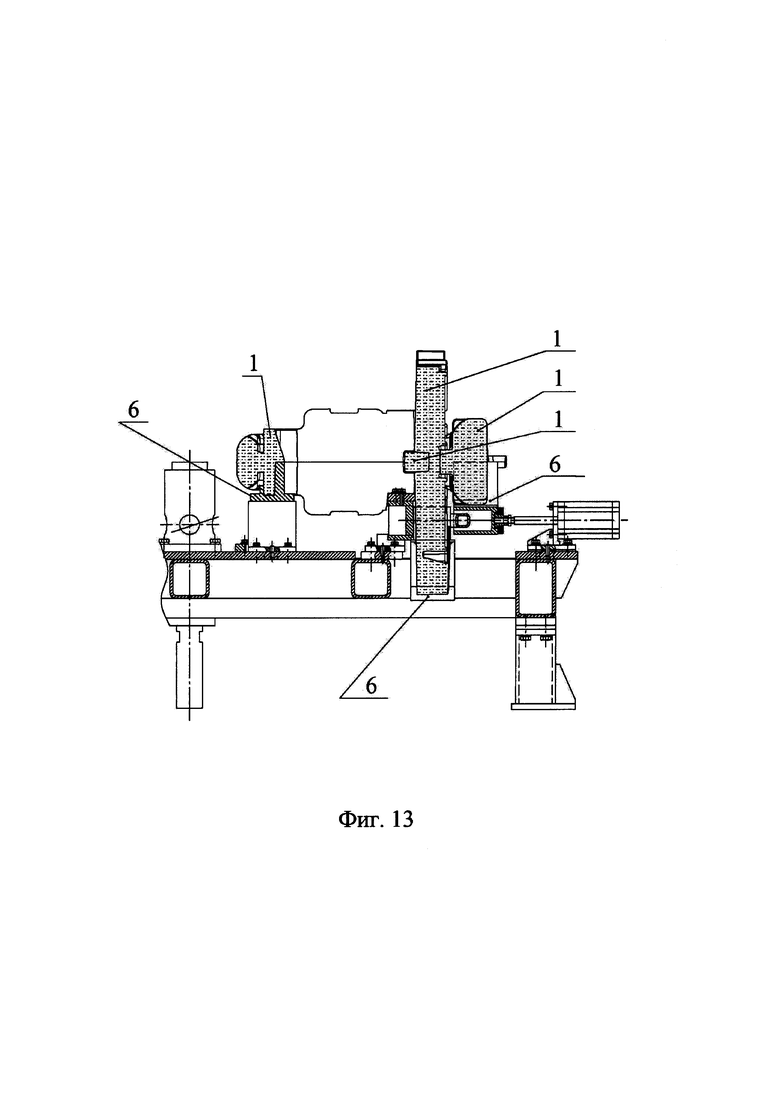
Изобретение поясняется чертежами, где на фиг. 1 схематично показан сборочный кондуктор с ложементами, вид в аксонометрии; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - то же, с установленными на ложементах стержнями, вид в аксонометрии; на фиг. 5 - то же, с установленными на ложементах стержнями и крюками для захвата стержней; на фиг. 6 показан вариант стержня с пазом для его захвата; на фиг. 7 схематично показан простановочный кондуктор с захватами; на фиг. 8 - то же, вид сверху; на фиг. 9 показана схема гибких связей между рамами простановочного кондуктора; на фиг. 10 показан вид А на фиг. 9; на фиг. 11 показан приводной механизм захвата и место его установки, вид сверху; на фиг. 12 показана схема приводного механизма захвата стержней; на фиг. 13 показана схема установки стержней в ложементы (пример).
Способ простановки стержней 1 в литейную форму осуществляется с помощью комплекта для простановки стержней 1 в литейную форму, которая содержит: сборочный кондуктор 2 и простановочный кондуктор 3. Указанный комплект работает в составе автоматического стержнеукладчика автоматической формовочной линии.
Сборочный кондуктор 2 предназначен для предварительной независимой установки в него стержней 1 или групп стержней 1 с точностью не ниже точности установки их в литейную форму. Также в кондуктор 2 может одновременно осуществляться предварительная установка независимых стержней 1 и независимых групп стержней 1. Группа стержней 1 - это несколько стержней 1, связанных между собой в группу, которая устанавливается отдельно независимо (как один стержень) с индивидуальными захватами для данной группы.
Сборочный кондуктор 2 включает корпус 4, выполненный в виде рамы (из внешних продольных и поперечных балок), внутри которой расположены связанные друг с другом (или не связанные) продольные и поперечные балки (внутренние балки), на которых закреплены монтажные опоры 5 (тумбы), образующие базовые поверхности для установки на них ложементов 6. Ложементы 6 установлены на опорах 5 и расположены в сборочном кондукторе так, что их базовые поверхности соответствуют расположению знаковых поверхностей литейной формы. Ложементы 6 служат для последующей точной установки на них отдельных (независимых) стержней 1 (координированного размещения стержней 1), точно ориентируя каждый стержень 1 по его базовым (знаковым) поверхностям относительно базовых поверхностей ложементов 6. Ложементы 6 выполняются с точностью, соответствующей или выше точности модельного комплекта, соответственно обеспечивается точность расположения стержней 1 и точность сборки комплекта стержней 1 не ниже точности формы. Совокупность базовых поверхностей ложементов 6 воспроизводит совокупность знаковых поверхностей литейной формы, образуя «матрицу» формы. При этом достигается точная ориентация стержней 1 относительно формы, а стержни 1 составляют полный устанавливаемый комплект. Сложные стержни 1 собирают в блоки без их жесткой фиксации друг относительно друга (фиг. 4). Сборочный кондуктор 2 имеет также закрепленные на корпусе 4 устройства 7 (две или более центрирующие втулки 7) для точного ориентирования сопряжения с простановочным кондуктором 3.
Простановочный кондуктор 3 с захватами предназначен для захвата, фиксации, перемещения и установки в литейную форму стержней 1 (группы стержней 1), предварительно установленных на ложементах 6 сборочного кондуктора 2. Простановочный кондуктор 3 включает корпус и устройство для подвешивания к транспортному устройству, например, к автоматическому простановщику (стержнеукладчику, работающему в составе автоматической формовочной линии). Корпус кондуктора 3 выполнен в виде двух рам - верхней 8 и нижней 9, связанных (соединенных) между собой четырьмя (или другим количеством, в зависимости от размера кондуктора 3) гибкими связями. Гибкие связи (фиг. 9, 10) представляют собой гибкие стержни 10 (торсионы) с ограничителями 11 и с шаровыми шарнирными соединениями 12. Гибкие стержни 10 соединяют нижнюю 9 и верхнюю 10 рамы и фиксируют положение нижней рамы 9 кондуктора 3 относительно верхней рамы 8, имея в то же время достаточно гибкости, чтобы компенсировать неточность положения каретки стержнеукладчика (не показана) относительно нижней половины литейной формы (формы низа, нижней полуформы) при установке комплекта стержней 1 в нижнюю полуформу. Гибкие связи необходимы для обеспечения точности установки стержней 1 в нижние полуформы. Ограничители 11 предназначены для ограничения (в пределах конструктивного зазора, равного половине разности внутренних диаметров ограничителей 11 и диаметров стержней 10) подвижности нижней рамы 9 относительно верхней рамы 8 в горизонтальном направлении. Стержни 10 и ограничители 11 жестко зафиксированы в верхней раме 8. В нижней раме 9 (в выносных кронштейнах) в заделке стержня 10 предусмотрены шаровые шарнирные соединения для обеспечения гибкости заделки (фиг. 9). Верхняя рама 8 (фиг. 7, 8) представляет связанные между собой продольные и поперечные балки (по две каждой или большее количество), на которых закреплены устройства для центрирования положения на верхней каретке стержнеукладчика, выполненные в виде двух втулок 13 (фиг. 8, одна центрирующая и одна ориентирующая втулки). С помощью втулок 13, в которые входят штыри каретки стержнеукладчика (не показаны), рама 8 устанавливается на верхней каретке стержнеукладчика, центрируя свое положение. Верхняя рама 8 жестко крепится на транспортной каретке стержнеукладчика, предназначенной для переноса простановочного кондуктора 3 с комплектом стержней 1 из сборочного кондуктора 2 в нижнюю полуформу.
Нижняя рама 9 также представляет собой связанные между собой внешние продольные и поперечные балки, внутри которых расположены внутренние продольные и поперечные балки, на которых закреплены переходные элементы 14 (переходные пластины) для унифицированных приводных механизмов 15 захвата стержней 1 (фиксаторы стержней 1). На каждом элементе 14 установлен индивидуальный приводной механизм 15 захвата с возможностью регулировки его положения в вертикальном и горизонтальном направлениях, а также угла его наклона.
Каждый механизм 15 захвата (фиг. 11, 12) конструктивно выполнен в виде сварного корпуса, имеющего основание 16, с помощью которого он установлен на переходных элементах 14. В основании 16 предусмотрены пазы для крепления болтами механизмов 15 к переходным элементам 14, что позволяет регулировать положение механизмов 15 в поперечном или продольном направлениях (в горизонтальной плоскости в зависимости от расположения элементов 14 на нижней раме 9). В элементах 14 также предусмотрены пазы для их крепления болтами к раме 9, что также позволяет регулировать положение механизмов 15 (с элементами 14) в поперечном или продольном направлениях (в горизонтальной плоскости в зависимости от расположения элементов 14 на нижней раме 9). Механизм 15 имеет проушину 17, в которой установлен рычаг 18 (фиг. 12), имеющий на своем конце резьбу. Проушина 17 и рычаг 18 соединены с помощью оси с возможностью поворота друг относительно друга. На корпусе механизма 15 закреплена опора 19 исполнительного органа, на которой с возможностью поворота на оси установлен исполнительный орган - пневмоцилиндр 20 (за счет поворота пневмоцилиндра 20 осуществляется регулировка угла наклона захватов 21). Проушина 17 закреплена на резьбовой части штока пневмоцилиндора 20 с помощью контргайки.
На резьбовой части рычага 18 закреплен сварной управляемый захват 21. Захват 21 содержит крюк 22 (рабочий орган), которым и производится захват и удержание (фиксация) стержней 1, и цанговый зажим 23, посредством которого крюк 22 зафиксирован на резьбовой части рычага 18. Зажим 23 представляет собой резьбовую бобышку, разрезанную вдоль оси резьбы, в которой имеются четыре отверстия (два сквозных и два резьбовых). В эти отверстия вставлены два болта, с помощью которых захват 21 зафиксирован на резьбовой части рычага 18. Благодаря резьбовому соединению рычага 18 с зажимом 23 захват 21 установлен на рычаге 18 с возможностью перемещения в вертикальной плоскости для регулировки своего положения в вертикальном направлении.
Механизмы 15 захвата могут отличаться конструкцией захвата, а именно формой крюка 22 и размером длины крюка 22 (от верхней части до линии захвата). Механизмы 15 служат для захвата из сборочного кондуктора 2, фиксации (удержания) комплекта стержней 1 и переноса этого комплекта (с помощью каретки стержнеукладчика) на участок установки стержней 1 автоматической линии, и установки его в форму низа.
Число m захватов 21, необходимых для простановки стержней 1, равно m=b⋅n, где
n - количество независимо устанавливаемых стержней 1,
b - количество захватов 21, необходимых для простановки одного стержня 1.
В случае наличия независимых групп стержней 1, число m захватов 21, необходимых для простановки групп стержней 1, равно m=Σbi⋅ni, где
n - количество независимо устанавливаемых групп стержней 1,
b - количество захватов 21, необходимых для простановки одной группы стержней 1,
i - количество групп однородных стержней 1 с одинаковым количеством захватов 21.
Множество независимых приводных захватов 21 смонтировано на нижней раме 9 (с возможностью регулировки их положения в горизонтальной и вертикальной плоскостях, а также угла наклона захватов-фиксаторов 21) так, чтобы обеспечивалась возможность обслуживать захватами 21 все пространство внутри кондуктора 2 и нижней полуформы. Возможное минимальное число захватов 21 для одного стержня 1 (для одной группы стержней 1) - два захвата 21, предпочтительно, - три захвата 21, в зависимости от конструктивных особенностей стержней 1 и возможности размещения захватов 21.
В нижней раме 9 установлены два (или другое количество, соответствующее количеству устройств 7) устройства 24 (направляющие штыри 24) для точного ориентирования сопряжения со сборочным кондуктором 2 и опокой нижней полу формы. Штыри 24 центрируют положение нижней рамы 9 относительно сборочного кондуктора 1 (при захвате комплекта стержней 1) и относительно формы опоки низа (при установке стержней 1 в литейную форму), взаимодействуя с втулками 7 сборочного кондуктора 2 или с втулками формы опоки низа. Также в нижней раме 9 установлены четыре (или другое количество) упора 25, которые предназначены для взаимодействия с упорной поверхностью сборочного кондуктора 2 или с ладом опоки, ограничивая вертикальный ход кондуктора 3, и обеспечивая заданное положение захватов 21 по высоте относительно базовых пазов и/или площадок в знаковых частях и на поверхностях стержней 1, не являющихся формообразующими для отливки.
Кондуктор 3 оснащен автоматической системой сигнализации положения захватов 21, совмещенной с системой управления автоматической формовочной линии, которая способна осуществлять:
1. Сигнализацию положения захватов 21 по положению поршней пневмоцилиндров 20;
2. Формирование обобщенных сигналов:
- «захваты сжаты (исходное положение)»;
- «захваты разжаты».
3. Быстрое нахождение неисправности в механизмах автоматического кондуктора.
Предлагаемый способ простановки стержней 1 в литейную форму реализуется с помощью вышеописанного комплекта кондукторов для простановки стержней 1, содержащей сборочный кондуктор 2 с ложементами 6 и простановочный кондуктор 3, включающий нижнюю 9 и верхнюю 8 рамы, связанные между собой посредством гибких связей, и механизмы 15 захватов, установленные на нижней раме 9. Способ заключается в следующем.
Стержни 1 предварительно устанавливают (собирают) на ложементах 6 сборочного кондуктора, расположение которых в сборочном кондукторе соответствует расположению знаковых поверхностей литейной формы. При этом ложементы 6 выполняются с точностью, соответствующей или выше точности модельного комплекта, по которому формуется литейная форма. Предварительная независимая установка стержней 1 или групп стержней 1, или одновременно независимая установка стержней 1 и групп стержней 1 на ложементах 6 осуществляется для их точного позиционирования аналогично положению в литейной форме с целью последующей точной простановки стержней 1 (групп стержней 1) в литейную форму.
Стержни 1 имеют пазы 26, предназначенные для размещения в них крюков 22 простановочного кондуктора 3, и образованные в знаковых частях стержней 1 или на их поверхностях, не являющихся формообразующими для отливки. Пазы 26 могут быть также образованы одновременно и в знаковых частях стержней 1 и на их поверхностях, не являющихся формообразующими.
Каждый стержень 1 (группу стержней 1) устанавливают в сборочном кондукторе 2 на свой отдельный (собственный, индивидуальный) ложемент 6, который может быть выполнен как целиком монолитным, повторяющим контур стержня 1, так и не монолитным, а в виде отдельных опорных фрагментов, базовые поверхности которых соответствуют знаковой поверхности литейной формы для конкретного стержня 1 (группы стержней 1).
После того, как стержни 1 (везде по тексту подразумевается как установка независимых стержней 1 без группы стержней 1 или независимых групп стержней 1 без отдельных независимых стержней 1, так и одновременная независимая установка стержней 1 и групп стержней 1) в сборочном кондукторе 1 собраны (установлены на ложементах 6), на сборочный кондуктор 2 со стержнями 1 устанавливают простановочный кондуктор 3 по системе штырь/втулка с помощью устройств 7 и 24. При этом устройства 7 и 24 для точного ориентирования сопряжения входят друг в друга, центрируя положение кондуктора 3 относительно кондуктора 2.
При регулировке зазора между захватом 21 (крюком 22) и стержнем 1, захват 21 вращается по резьбовой части рычага 18, опускаясь или поднимаясь по резьбе. После установки требуемого зазора (с точностью ± 0,75 мм - шаг резьбы) производится зажим захвата 21 на рычаге 18 с помощью болтов. Захват стержней 1 и фиксация (удержание) их во время переноса производится приводными захватами 21, рабочим органом которых является крюк 22, который может иметь любую форму, а также любую длину в зависимости от выполнения стержней 1. Во время захвата крюк 22 подходит под стержень 1 с принятым зазором.
После установки простановочного кондуктора 3 на сборочный кондуктор 2 на приводы механизмов 15 захватов (пневмоцилиндры 20) поступает сигнал, проводится перемещение рычагов 18 с крюками 22 в рабочее состояние и выполняется фиксация стержней 1 в пазах 26. Захват и фиксацию каждого стержня 1 осуществляется с помощью двух или большего количества захватов 21 (в зависимости от конструктивных особенностей стержней 1 и возможности размещения захватов 21), установленных на нижней раме 9 с возможностью регулировки их положения в вертикальном и горизонтальном направлениях, а также угла наклона.
Комплект стержней 1, зафиксированный приводными механизмами 15 захватов простановочного кондуктора 3, снимается (поднимается) со сборочного кондуктора 2, поднимается до транспортного положения и перемещается транспортной тележкой стержнеукладчика на позицию установки стержней 1 в литейную форму с сохранением точного пространственного положения стержней 1.
После перемещения кондуктора 3 со стержнями 1 к литейной форме, кондуктор 3 опускают на опоку и центрируют по системе штырь/втулка (с помощью устройств 24). Стержни 1 ориентированно ставят в нижнюю полуформу, сохраняя их точное пространственное положение. Положение нижней опорной рамы 9 кондуктора 3 с комплектом стержней 1 нивелируется относительно полуформы низа именно за счет гибких стержней 10, обеспечивая точное центрирование нижней рамы 9 кондуктора 3 со стержнями 1 относительно опоки полуформы низа. Такой случай постоянно возникает из-за неопределенной конструктивной взаимосвязи транспортной тележки стержнеуладчика с транспортными элементами конвейера автоматической формовочной линии (например, из-за постоянно нарастающего износа оборудования и оснастки в период эксплуатации).
Центрирование: сборочный кондуктор - простановочный кондуктор - транспортная тележка стержнеукладчика - опока выполняется по системе штырь/втулка, в т.ч. ложементы 6 увязаны с двумя центрирующими втулками 7 сборочного кондуктора 2, которые, в свою очередь, увязаны с центрирующими штырями 24 простановочного кондуктора 3, центрирующими втулками опок нижней полуформы и штырями транспортной тележки автоматического стержнеукладчика.
Благодаря такому выполнению комплекта для простановки стержней 1 в литейную форму, обеспечивается полная автоматизация процесса простановки стержней 1 с высокой точностью. Сборочный кондуктор 2 с ложементами 6 обеспечивает точное позиционирование комплекта 1. Простановочный кондуктор 3 с независимыми механизмами 15 захватов обеспечивает стержней перемещение (транспортировку) и простановку стержней 1 в литейную форму с высокой точностью их пространственно положения. Кондуктор 3 сохраняет точность позиционирования каждого стержня 1 (группы стержней 1), достигнутую в сборочном кондукторе 2, обеспечивает точность простановки стержней 1 (комплекта стержней 1) в форму и, соответственно, обеспечивает высокую точность отливок и стабильность толщин стенок, что дает возможность получения отливок с минимальными толщинами стенок, исключает разрушение формы из-за перекоса стержней 1 при их установке, тем самым исключаются связанные с этим дефекты отливок.
Индивидуальные унифицированные приводные механизмы 15 захватов стержней 1 имеют конструкцию, позволяющую производить регулировку положения захватов 21 во всех направлениях по горизонтали и по вертикали для обеспечения возможности перенастройки кондуктора 3 для других типоразмеров стержней 1 (в горизонтальной плоскости за счет пазов в основании 16 и в элементах 14, вертикальной плоскости за счет резьбового соединения захватов 21 с рычагами 18, а также угла наклона за счет поворота пневмоцилиндров 20). В результате: расширяются технологические возможности использования кондуктора 3 за счет расширения номенклатуры проставляемых стержней 1, в том числе сложных стержней 1 без предварительной сборки в блок; упрощается конструкция кондуктора 3; повышается надежность работы кондуктора 3 и упрощается процесс его обслуживания при эксплуатации за счет применения унифицированных узлов и использования стандартизованных узлов и изделий.
Наличие у простановочного кондуктора 3 двух рам 8 и 9, связанных гибкими связями с шаровыми шарнирными соединениями 12, позволяет осуществить нивелировку положения кондуктора 3 относительно плоскости разъема литейной формы. Гибкие связи позволяют смещаться нижней раме 9 с комплектом стержней 1 относительно верхней рамы 8 в пределах 10 мм и, соответственно, относительно центрирующих втулок опоки. Таким образом, компенсируются (нивелируются) ошибки позиционирования опоки из-за неточности остановки литейной формы низа на ветке конвейера простановки стержней 1 автоматической формовочной линии относительно оси стержнеукладчика и устройства для подвешивания - транспортной каретки, с установленным на ней по системе штырь - втулка автоматическим простановочным кондуктором 3. За счет гибких связей достигается точность центрирования кондуктора 3 на комплекте стержней 1 в сборочном кондукторе 2 и точность простановки стержней 1 в литейную форму, что исключает разрушение формы из-за перекоса стержней 1 при их установке, и тем самым исключает дефекты отливок, связанные с этим.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОСТАНОВКИ СТЕРЖНЕЙ В ЛИТЕЙНУЮ ФОРМУ | 2022 |
|
RU2805406C2 |
| Сборочный кондуктор | 1980 |
|
SU876264A1 |
| КОНДУКТОР для ЗАХВАТА, ТРАНСПОРТИРОВКИ И ПРОСТАНОВКИ КОМПЛЕКТА СТЕРЖНЕЙ В ЛИТЕЙНУЮ | 1973 |
|
SU383515A1 |
| Кондуктор | 1976 |
|
SU582884A1 |
| Устройство для сборки форм и простановки стержней | 1973 |
|
SU466947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА В ОПОКАХ С ВЕРТИКАЛЬНОЙ ЛИНИЕЙ РАЗЪЕМА НА АВТОМАТИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2025194C1 |
| Кондуктор для захвата, транспортировки и простановки стержней в форму | 1988 |
|
SU1611552A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
Изобретение относится к литейному производству. Стержни (1) и/или группы стержней устанавливают в сборочном кондукторе (2) независимо друг от друга на ложементах (6). Посредством простановочного кондуктора стержни (1) захватывают из сборочного кондуктора, фиксируют, перемещают и устанавливают в литейную форму. Сборочный кондуктор (2) содержит корпус (4) в виде рамы и устройства (7) для ориентирования сопряжения с простановочным кондуктором. В раме корпуса, на балках закреплены монтажные опоры (5) для установки ложементов (6). Расположение ложементов в сборочном кондукторе соответствует расположению знаковых поверхностей литейной формы. Простановочный кондуктор включает корпус с захватами и устройствами для ориентирования сопряжения со сборочным кондуктором и литейной формой. Корпус простановочного кондуктора выполнен в виде связанных гибкими связями верхней и нижней рам. Каждый захват установлен на нижней раме с возможностью регулировки своего положения. За счет точности простановки и позиционирования каждого стержня в отдельности в сборочном кондукторе и сохранения его положения при транспортировке и установке в литейную форму, обеспечивается повышение точности и снижение дефектов отливок, исключается разрушение литейной формы. 2 н. и 8 з.п. ф-лы, 13 ил.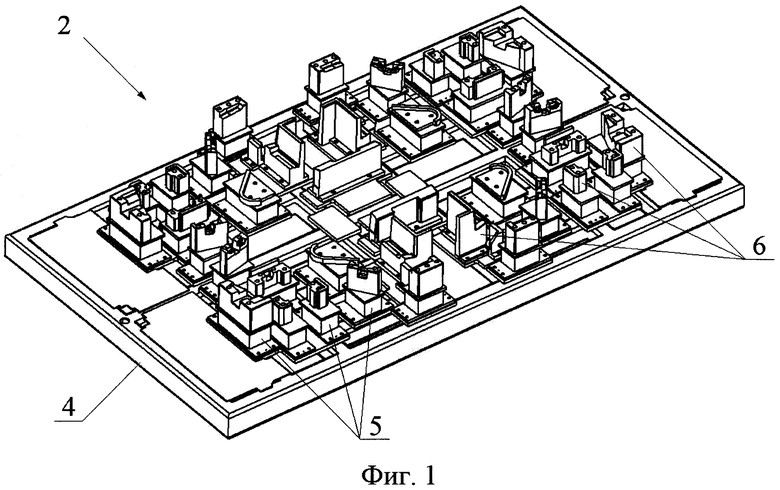
1. Способ простановки стержней в литейную форму, включающий использование сборочного кондуктора, захват, фиксацию, перемещение и установку стержней в литейную форму посредством простановочного кондуктора, отличающийся тем, что осуществляют установку в сборочном кондукторе стержней и/или групп стержней независимо друг от друга, на ложементах, расположение базовых поверхностей которых в сборочном кондукторе соответствует расположению знаковых поверхностей литейной формы.
2. Способ по п. 1, отличающийся тем, что простановочный кондуктор содержит нижнюю и верхнюю рамы, связанные между собой посредством гибких связей, и захваты, установленные на нижней раме.
3. Способ по п. 2, отличающийся тем, что установку стержней и/или групп стержней в литейную форму осуществляют независимо друг от друга, при этом захват и фиксацию каждого стержня и/или группы стержней осуществляют посредством по меньшей мере двух захватов, установленных на нижней раме с возможностью регулировки их положения в вертикальном и горизонтальном направлениях и угла наклона, при этом захват и фиксацию стержней и/или групп стержней осуществляют путем размещения захватов в пазах, образованных в знаковых частях стержней и/или на их поверхностях, не являющихся формообразующими для отливки.
4. Комплект кондукторов для простановки стержней в литейную форму, характеризующийся тем, что он содержит сборочный кондуктор и простановочный кондуктор, при этом сборочный кондуктор содержит корпус с устройствами для точного ориентирования сопряжения с простановочным кондуктором, простановочный кондуктор содержит корпус с захватами и устройствами для точного ориентирования сопряжения со сборочным кондуктором и литейной формой, при этом сборочный кондуктор имеет ложементы для независимой установки стержней и/или групп стержней, а расположение базовых поверхностей ложементов в сборочном кондукторе соответствует расположению знаковых поверхностей литейной формы, причем корпус простановочного кондуктора выполнен в виде связанных гибкими связями верхней и нижней рам, при этом каждый захват установлен на нижней раме с возможностью регулировки положения захвата в вертикальном и горизонтальном направлениях и угла его наклона.
5. Комплект по п. 4, отличающийся тем, что число m захватов для независимо устанавливаемых стержней равно m=b⋅n, где
n - количество независимо устанавливаемых стержней,
b - количество захватов, необходимых для простановки одного стержня.
6. Комплект по п. 4, отличающийся тем, что число m захватов для независимо устанавливаемых групп стержней равно m=Σbi⋅ni, где
n - количество независимо устанавливаемых групп стержней,
b - количество захватов, необходимых для простановки одной группы стержней,
i - количество групп однородных стержней с одинаковым количеством захватов.
7. Комплект по п. 4, отличающийся тем, что ложементы установлены на опорах, закрепленных на корпусе сборочного кондуктора.
8. Комплект по п. 4, отличающийся тем, что гибкие связи между верхней и нижней рамами простановочного кондуктора представляют собой гибкие стержни с ограничителями.
9. Комплект по п. 4, отличающийся тем, что верхняя рама имеет устройства для центрирования положения на верхней каретке стержнеукладчика.
10. Комплект по п. 4, отличающийся тем, что каждый захват установлен на закрепленной на нижней раме пластине с пазами для регулировки положения захвата.
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Устройство для транспортировки и установки стержней в литейную форму | 1974 |
|
SU510306A1 |
| Способ установки стержня в песчаную форму | 1975 |
|
SU694057A3 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

