По ooHOiBiHOMy а,вт. св. № 173633 известно устрОйство для давод.ки отверстий на (цритироч:ном Станке, Б которо-м -притир выполиеи в виде разжимной .втулки, яасажениой а соединенную €0 1ШПИ1нделем станка через упругий элемент коии.ческую оправку с подбивкой при помощи упора.
Предложенное устройство отличается от изBecTiHocQ тем, что содержит 1на лути движения притира в исходное положенрге кольцевой yinop в виде соосной с О1бра|баты Баемым отвер-: стием втулки со ступенчатой внутренней расточкой и. упругим элементом, фиксирующим притир ;в исходном положении.
Такая канструкцИЯ устройства позволяет механизировать «сбив нритира с конусной оправки для настройки его на исход1ный днамеггр при 0брабО|Тке последующего изделия.
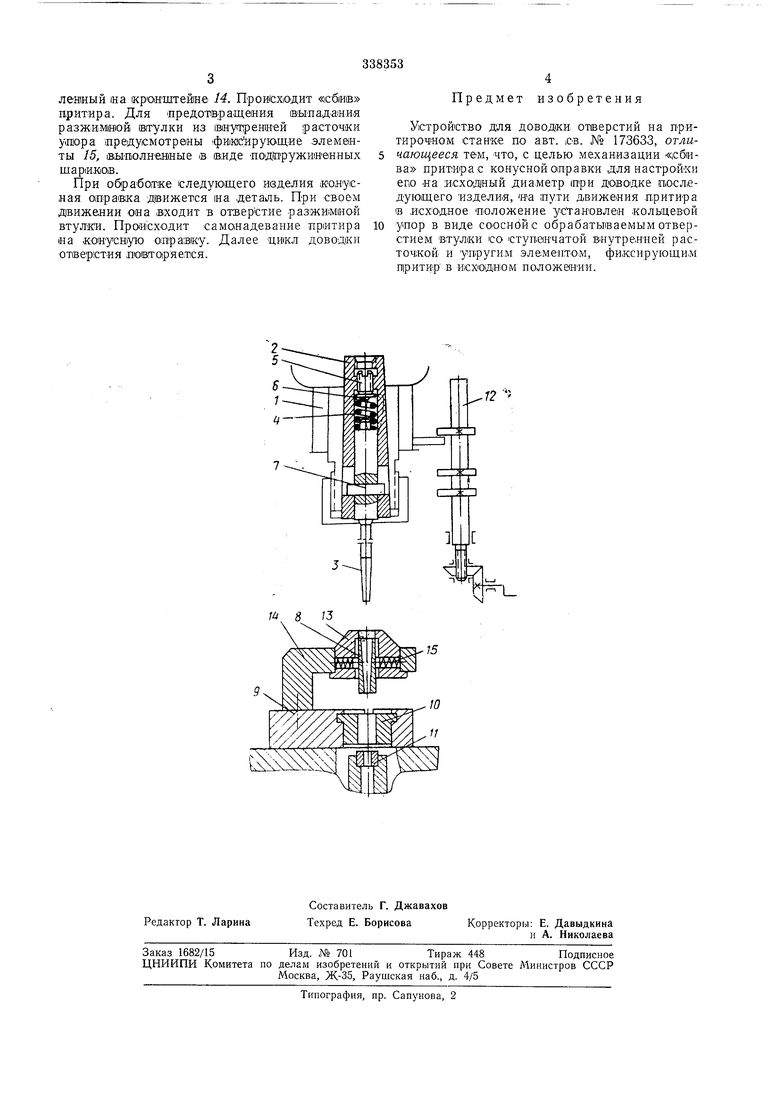
Па чертеже изображено описываемое устройство.
В шпинделыной головке 1 станка закреплена переходная втулка 2, IB .которой помещена конусная оправка 3 с цилиндрическим хвостовиком, лодж;ата-я пружиной 4 и регулируемая винтом 5 через пятку 6. Штифт 7 оправки помещен в пазах лере„ходной втулки 2.
В .приспособление 9 помещается обрабатываемая деталь 10. У выхода из отверстия расположен кольцевой упор 11 для подбивки притира, осуществляемой механизмом уоравления 12, кото1рый смещает шпиндельную головку /.
Па пути движения притира в исходное положение установлен второй кольцевой .упор 13 для «|с|бива притира. Этот упор укреплен
на К|ронштеЙ1не 14 приспособления 9, выполнен в виде вггулки со ступенчатой расточкой, и размещен соосно с отверстием детали 10. В боковых станках упора смонтированы фиксирующие элементы 15 для удержания разжимной |Втулки 8 от падения.
Предлагаемое устройство работает следую.ЩИМ Образом. Обрабатываемая деталь 10 крепится iB приспособлении 9. В процессе Притирки подбивка притира - разжимной
втулки 8-осуществляется 1механи3|мом управления 12, который смещает Щпиндельную головку /. При смещении последней на деталь разжимная втулка наталкивается на кольцевой упор // и смещается по конусу
опра.вки 3, увеличивая свой диаметр. После окончания притирки изделия шпинделына я го.ловка с притиром отходит от детали в исходное положение. Разжимная втулка наталкивается на второй кольцевой упюр 13, укрепленный на кронштейне 14. Происходит (в притира. Для предотвращения выпадайия разжимнюй вггулки из 1В1нуппрен1Ней расточки улора /предусмотрены фиисирующ-ие злемеиты 15, вьшолневные е виде подйгружнеенных шариков.
При обработке следующего ивделия конусная оправка движется на деталь. При своСМ д вижении она входит в отверстие разжимной втулки. Происходит самонадевание притира на конусвую о:п ра;в1ку. Далее цикл доводки отверстия повггоряется.
Предмет изобретения
Устройство для доводки отверстий на притирочном станке по авт. св. № 173633, отличающееся тем, что, с целью механизации «сбива притира с конусной оправки для настройки его на исходный диа.метр inpH доводке посл,едующего изделия, иа пути движения притира в .исходное положение з-становлен кольцевой упор в виде сооснойс обрабатываемым отверстием втулки со ступ.енчатой внутренней расточкой и упруги,м элементо м, фиксирующи.м П1ритир в исходном положе(Нии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки отверстий на притирочном станке | 1961 |
|
SU149318A1 |
| ПОЛУАВТОМАТ ДЛЯ ДОВОДКИ ГЛУХИХ ОТВЕРСТИЙ | 1971 |
|
SU300303A1 |
| Полуавтоматический станок для доводки отверстий | 1961 |
|
SU150378A1 |
| Притир для доводки цилиндрических отверстий | 1988 |
|
SU1604578A1 |
| Станок для доводки отверстий | 1983 |
|
SU1093512A1 |
| Притир | 1982 |
|
SU1100794A1 |
| Устройство для крепления изделия при доводке в нем отверстия | 1958 |
|
SU118233A1 |
| Притир для доводки цилиндрических отверстий | 1983 |
|
SU1119830A1 |
| Притир | 1981 |
|
SU995441A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
72 5
