Изобретение относится к области обработ1ки металлов давлением, в частности IK лрессованию ирубчатых изделий в жойтейнере.
Из.вестный инструхгент для прессов а НИЯ труб 1прнмеияется на гидропрессах и содержит матрицедержатель с матрицей и вглу, устана вливаемую в очке матрицы 1концентрично с мим с .помощью специальных центрирующих наконечников или втуло.к.Недостатками из вестного инструмента являются .продолжителыное 1всломогательное время цикла прессования и 1ПО|ВреЖ|Дение Очка матрицы иаконечниками.
С целью повышения стойкости матрицы и уиеньшепня разлостенности пруб центрирующее иглу |устройст1во щы1полие о IB виде смонTHpOBaiHHoro в матрищедержателе соосно с ОЧ1КОМ матрицы кольцевого магнитного индуктора.
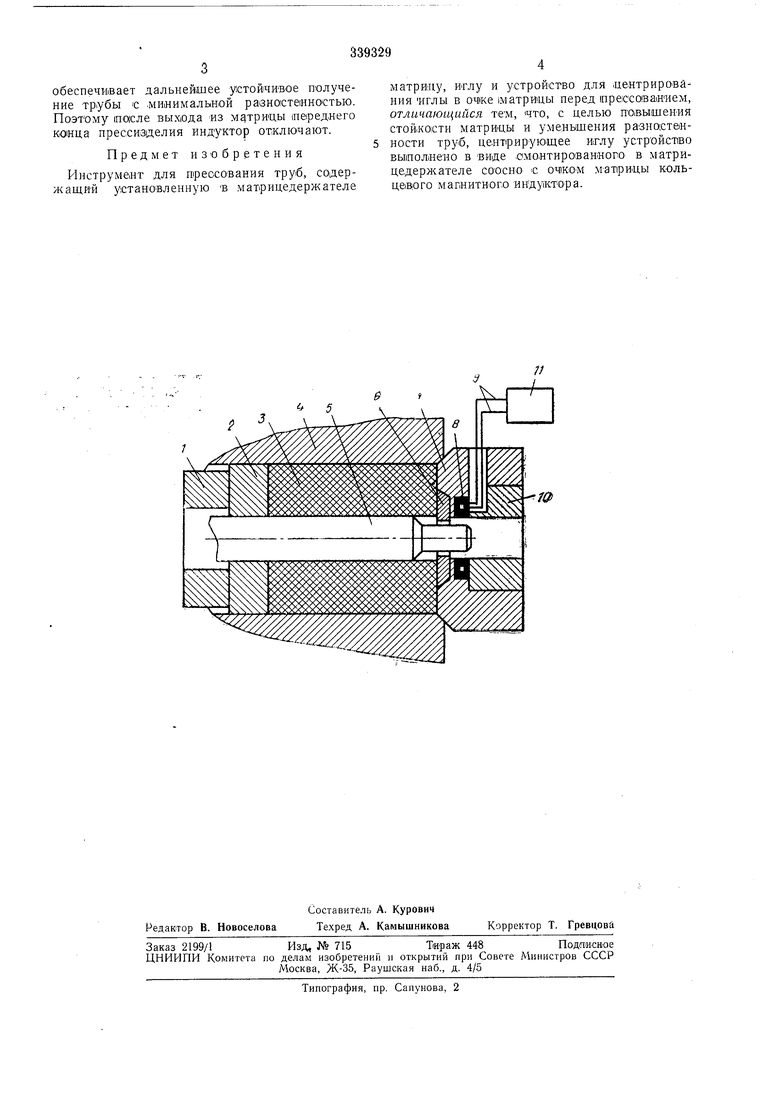
На чертеже показан предлагае- ый инструмент, .продольный разрез.
Полый -прессщте, / .через атрессшайбу 2 Передает прессующее усилие на иолую металлическую заготовку 3, находящуюся в контейнере 4. Передний конец иглы 5 заведен в очко матрицы 6, помещенной в матрицедер;к;ателе 7, в котором смонтирован индуктор 8, замкнутый вокруг .переднего коица иглы 5 и расположенный соосно с очком .. матрицы 6. ТоКОПодеоды 9 индуктора 8 через подкладиое (КОЛЬЦО 10 выведены к источнику питания //.
Инструмент работает следующим образом. Перед началом процесса прессования включают индуктор 8, который создает электромагнитное inojie. При воздействии электроматнит.нОГо поля индуктора на иглу возникающая в металле иглы э.д.с. создает ви.хревые то:ки, электромагнитное поле которых взаимодействует с полем индуктора. Результатом этого взаимодействия является электромагнитное давление лгежду иглой и инду1ктором, величина которого зависит от геометрических и электрических параметров системы индуктор-игла. При песоосном расположении иглы и индуктора, а следовательно, и матрицы
равнодействующая электромагнитного давления ,В радиальной плоскостп не равна нулю, в (результате чего цронсходит центрирование переднего конца пгль относительно очка матрицы. При ..нии В перед нрессштемпеля усилие через прессшайбу передается на заготовл у, металл которой начинает заполнять всю нолость контейнера, т. е. происходит подпрессовка.
Прн дальнейшем движении прессшгемнеля начинается прессование .металла. Первые объемы металлической заготовки выдавливаются через кольцевой зазор с минимальной разностенностью. Корнус иглы в .контейнере
обеспечивает дальнейшее устойчивое получение трубы с .минимальной разностанностью. Поэт-ому выхода кз матрицы шереднего коица прессизделия индуктор отключают.
Предмет изобретения
Инструмент для ореосования труб, содержащйй установленную ъ мат ицедержателе
матриду, Иглу и устройство для центрирования ИГЛЫ в оч1ке 1матри цы перед ирессоиадаием, отличающийся тем, что, с целью повышения стой.кости матрИЦы и уменьшения разноютенности труб, центрирующее иглу устройство выполнено в виде смонтированного в матрицедержателе соосно с оч1К;Ом мат1рицы кольцевого магнитного индуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования прецизионных труб и способ прессования прецизионных труб с его использованием | 2015 |
|
RU2608110C1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| Устройство для изготовления труб с армированными утолщениями | 1988 |
|
SU1687322A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2535831C1 |
| Устройство для прессования труб | 1978 |
|
SU774660A1 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| СПОСОБ ПРОКАТКИ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457051C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2455094C2 |
