СТЕНД ДЛЯ СБОРКИ И СВАРКИ СФЕРИЧЕСКИХ ОБОЛОЧЕК
Известен стенд для сборки и сварки сферических оболочек, содержащий смонтированную на основании поворотную относительно горизонтальной оси раму, на которой установлена приводная планшайба, ось вращеимя которой перпендикулярна оси поворота рамы.
Однако известный стенд не позволяет производить качественную сварку швов, а также не позволяет осуществлять сворачивание в рулон сваренной оболочки.
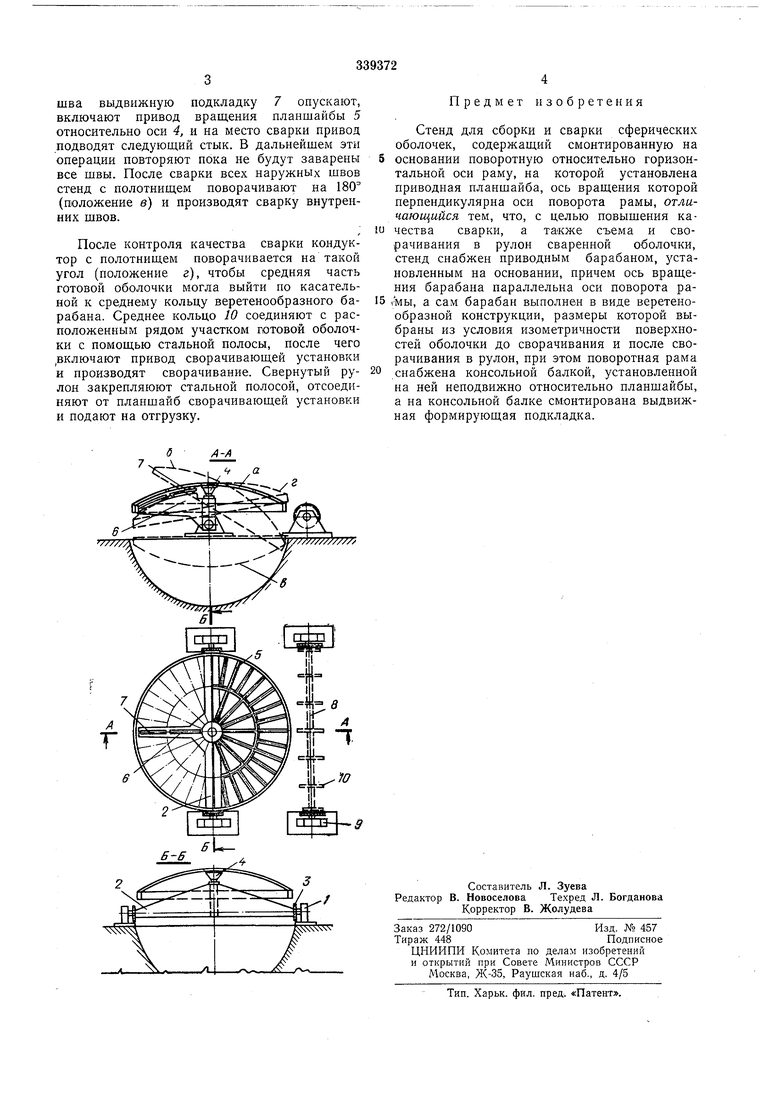
С целью повышения качества сварки, а также с целью съема и сворачивания в рулон сваренной оболочки предлагаемый стенд снабжен приводным барабаном, установленным на основании, причем ось вращения барабана параллельна оси поворота рамы, а сам барабан выполнен в виде веретенообразной конструкции, размеры которой выбраны из условия изометричности поверхностей оболочки до сворачивания и после сворачивания в рулон, при этом поворотная рама снабжена консольной балкой, установленной на ней неподвижно относительно планщайбы, а на консольной балке смонтирована выдвижная формирующая подкладка.
на ось 4, на которой закреплена планщайба 5 с рабочей поверхностью, выполненной в виде сферы и снабженной радиальными пазами. На раме неподвижно закреплена конроль 6, на которой смонтирована выдвижная формирующая подкладка 7, изогнутая по радиусу сферы.
Барабан для сворачивания сваренной сферической оболочки состоит из трубчатого стержня 8, опирающегося па опоры 9, причем ось стержня 8 расположена параллельно оси поворота рамы 2. На стержень 8 насажены кольца 10, образующие веретенообразную поверхность, размеры которой выбирают из условия изометричности сваренной оболочки до и после сворачивания ее в рулон.
Листовые заготовки с помощью крана укладывают на планщайбу. Между собой отдельные листы по мере их укладки соединяются на сварных прихватках. Собранную оболочку по периметру крепят с помощью приспособлений типа струбцин к радиальные элементам кондуктора. Затем под радиальный стык, расположенный пад консолью 6, подводят выдвижную подкладку 7 с медной полосой, включают привод 3 вращения рамы 2 относительно горизонтальной оси /, и синхронно с проворачиванием от положения а до положения б осуществляют автоматическую сварку стыка. После сварки первого
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки, сварки и рулонирования стальных сферических оболочек | 1975 |
|
SU522935A1 |
| Стенд для сборки,сварки и рулонирования стальных сферических оболочек | 1976 |
|
SU647091A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 1969 |
|
SU242295A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| СТЕНД ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 1973 |
|
SU363564A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Способ изготовления сферических оболочек | 1985 |
|
SU1349858A2 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для сборки и сварки стальных полотнищ из отдельных листов и свертывания этих полотнищ в рулоны | 1952 |
|
SU97431A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
