Изобретение относится к области сварки, в частности к устройствам для сборки, сварки и рулонирования стальных сферических оболочек диаметром до 18 м при толщине стенки оболочки до 8 мм.
Известен стенд для сборки, сварки и рулоиирования стальных сферических оболочек, содерЛ4аШ,:нн основание, смоктированную на основании раму, на которой установлена приводная планшайба с рабочей поверхностью, выполненной в виде сферы, формирующую медную подкладку, сварочный автомат и приемный приводной барабан.
Известный стенд имеет ряд недостатков: сложная кинематическая схема, так как планщайба вращается не только относительно своей оси, но и относительно горизонтальной оси вместе с рамой, на которой установлена планщайба; подвижной выполнена формирующая подкладка; из-за сложнсст-и конструкции стенда снижается надежность его в работе и ограничивается возможность его применения.
Стенд имеет больщие габариты по высоте, например в связи с вращением плапщайбы относительно горизонтальной оси габарит стенда по высоте оказывается равным, примерно, диаметру планщайбы, т. е. не менее 18 м; из-за больщих габаритов стенда для его размещения требуются высокие производственные помещения; для уменьщен.ия возвышения
стенда над уровнем пола приходится устраивать глубокие приямки (до 9 м глубиной) и фундаменты; все это таклсе ограничивает возможности применения стенда.
В процессе эксплуатации стенда не обеспечивается достаточной безонасиости; необлод);мо предусматривать специальные меры, которые исключали бы возможность обрыва оболочки во время ее кантовки, а также падения обслуживающего персонала и оборудования в приямок под стендом.
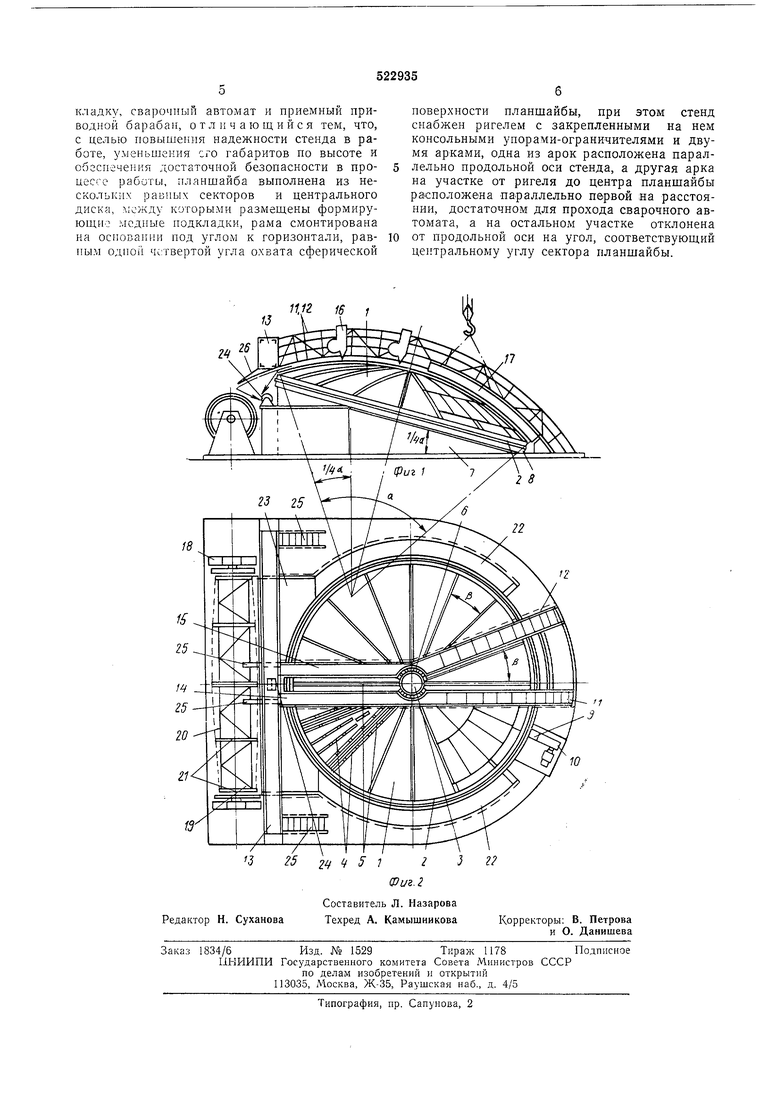
С целью повышения надежности стенда в работе, уменьшения его габарнтов по высоте П обеспечения достаточной безопасности в процессе работы в предлагаемом стенде планшайба выполнена из нескольких равных секторов и центрального диска, между которыми размещены формирующие медные подкладки, рама смонтирована на основании под углом к горизонтали, равным одной четвертой угла охвата сферической поверхности планшайбы, при этом стенд снабжен ригелем с закренленными на нем консольными упорами-ограничителями и двумя аркамп, одна из арок расположена параллельно продольной оси стенда, а другая арка иа участке от региля до центра планшайбы расположена параллельно первой на расстоянии, достаточном для прохода сварочного автомата, а на остальном участке отклонена от продольной оси на угол, соотвегствующий центральному углу сектора планшайбы. На фиг. 1 показан стенд, общий вид; а фиг. 2 - то же, вид сверху. Стенд состоит из планшайбы 1, рабочая поверхность которой выполнена в виде сферы с углом а охвата. Планшайба обрамлена опорным кольцом 2.Рабочая поверхность планшайбы разделена на равные секторы с центральным углом р. Каркасы секторов прикреплены к опорному кольцу и центральному диску 3. В пределах каждого сектора заподлицо с рабочей поверхностью планшайбы смонтированы электромагниты 4. Между секторами, а также вокруг центрального диска помещены формирующие обратную сторону швов медпые подкладки 5 и 6. Планшайба установлена на основание 7, рама 8 которого расположепа под углом 1/4 а к горизонту. Рама снабжена роликоопорами 9 для вращения планшайбы, осуществляемого с помощью привода 10. Над планшайбой с зазором 50- 100 мм смонтированы арки 11 и 12, передний конец которых прикреплен к ригелю 13, расположенному перпендикулярно к продольной оси стенда. Арки снабжены площадками 14 и 15. Одна из арок на всем протяжении расположена параллельпо продольной оси стенда, а вторая - на участке от ригеля до центра нланшайбы - размещена параллельно первой на расстоянии, достаточном для прохода сварочной головки 16, затем отклонена на угол р, соответствующий центрально.му углу сектора планшайбы, образуя таким образом проем для установки контейнера 17 с полным набором секторных заготовок оболочки. В передней части стенда на опорах 18 закреплен приемный приводной барабан 19 для сворачивания сваренной сферической оболочки, состоящий из стержня 20, ось которого расположена перпендикулярно к продольной оси стенда, и насаженных на стержень колец 21, образующих веретенообразную поверхность, изометричную поверхности сферической оболочки. Стенд снабжен обслуживающими площадками 22 и рабочей площадкой 23, на которой расположена приводная лебедка 24, предназначенная для удержания конца оболочки при ее сворачивании. Для выхода на ходовую площадку ригеля предусмотрены лестницы 25. Ригель снабжен консольными упорами-ограничителями 26. Предл агаемый стенд работает следующим образом. Контейнер 17 с комплектом укрепленных секторов оболочки устанавливают в проем между площадками 14 и 15 так, чтобы контейнер своими выносными кронштейнами оперся на обрамляющие элементы площадок. При неподвижном положении планшайбы па ее рабочую поверхность опускают находящийся в нижней части контейнера первый сектор оболочки. С помощью электром агнитов 4 сектор оболочки поджимается к формирующим медным подкладкам 5 и 6. Затем включают привод 10, поворачивают нланшайбу на секторный угол и опускают второй сектор оболочки, опять поворачивают планшайбу и опускают третий сектор, повторяя эти операции до тех пор, пока все секторы не будут уложены на свои мест-а. При укладке секторов оси стыков совмещают с осями канавок медных подкладок, а между стыкуемыми кромками выдерживают зазор 2-4 мм. После сборки оболочки осуществляют автоматическую сварку. Вначале при неподвижном положении сварочной головки 16 и поворачивании планщайбы сваривают кольцевой щов над медной подкладкой 6. Затем при неподвижной планшайбе с помощью перемещающейся сварочной головки 16 заваривают радиальный стык, расположепный между площадками 14 и 15 по оси подкладки 5. После сварки первого радиального шва планшайбу поворачивают на угол 3 и на место сварки подводят следующий стык. В дальнейшем эти операции повторяют, пока не будут заварены все швы. Вслед за сваркой с помощью вакуум-камер осуществляют контроль плотности сварных соединений. После сварКивсех швов лередний участок сваренной обо.лочки с помощью стальной полосы соединяют со средним кольцом 21 барабана 19, после чего включают привод сворачивающей установки и производят сворачивание, . - -,,- I При необходимости привод останавливают и с рабочей площадки 23 производят подварку Швов с пижней стороны. Во время сворачивания арки И и 12 и ригель 13 с консольными упорами-ограничителями 26 служат упорами, препятствующими самопроизвольному подъему и «выстреливанию оболочки. Перед сходом с планшайбы к конечному участку оболочки крепят стальную полосу, а к ней присоединяют трос, идущий к лебедке 24, с помощью которой при завершении сворачивания осуществляют подтягивание конечной кромки оболочки к предыдунхему витку рулона. Свернутый рулон закренляют стальной полосой, отсоединяют от плаишайб сворачивающего устройства и подают на отгрузку. Использование предлагаемого стенда обеспечивает по сравнению с известной конструкцией стенда следующие преимущества: повышение производительности стенда; значительное улучшение условий техники безопасности; повышение надежности стенда в работе; снижение стоимости стенда в пределах 25- 40%; уменьшение габаритов стенда по высоте. Формула изобретения Стенд для сборки, сварки и рулонирования стальных сферических оболочек, содержащий основание, смонтированную на основании раму, на которой установлена приводная планшайба с рабочей поверхностью, выполненной в виде сферы, формирующую медную под
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки,сварки и рулонирования стальных сферических оболочек | 1976 |
|
SU647091A1 |
| ВСЕСОЮЗНАЯ IГШНТ1Ш-Т1ХгШ'^ЕВНД1? | 1972 |
|
SU339372A1 |
| Манипулятор для вращения в процессе сварки изделий | 1978 |
|
SU751547A1 |
| Способ изготовления заготовок днища и кровли | 1982 |
|
SU1026907A1 |
| Установка для изготовления сварных рулонируемых конструкций | 1979 |
|
SU789266A1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ОВАЛЬНЫХСОСУДОВ | 1969 |
|
SU235873A1 |
| Устройство для сварки | 1979 |
|
SU872137A1 |
| Устройство для шовной сварки труб | 1977 |
|
SU716739A1 |
| Устройство для сборки и сварки стальных полотнищ из отдельных листов и свертывания этих полотнищ в рулоны | 1952 |
|
SU97431A1 |
| Установка для изготовления рулонированных полотнищ стенок резервуаров | 1991 |
|
SU1794168A3 |
