Известны роторно-цепные линии, содержащие ротор питания с бункером, ротор стапелирования, па котором установлены магазинынакопители с отсекателями, а также огибающую роторы цепь с вертикальными щтырями для приема деталей из ротора питания.
Недостатком указанных линий является невозможность осуществления на них разделения деталей, имеющих различные конфигурацию или размеры отдельных элементов, смешанных в одном бункере.
Указанный недостаток устранен за счет того, что линия снабжена дополнительно роторами стаиелирования, при этом отсекатели каждого следующего ротора установлены ниже на заданную величину отсекателей нредыдЗщего, а па штырях цени выполнены уступы, фиксирующие детали на различных уровнях.
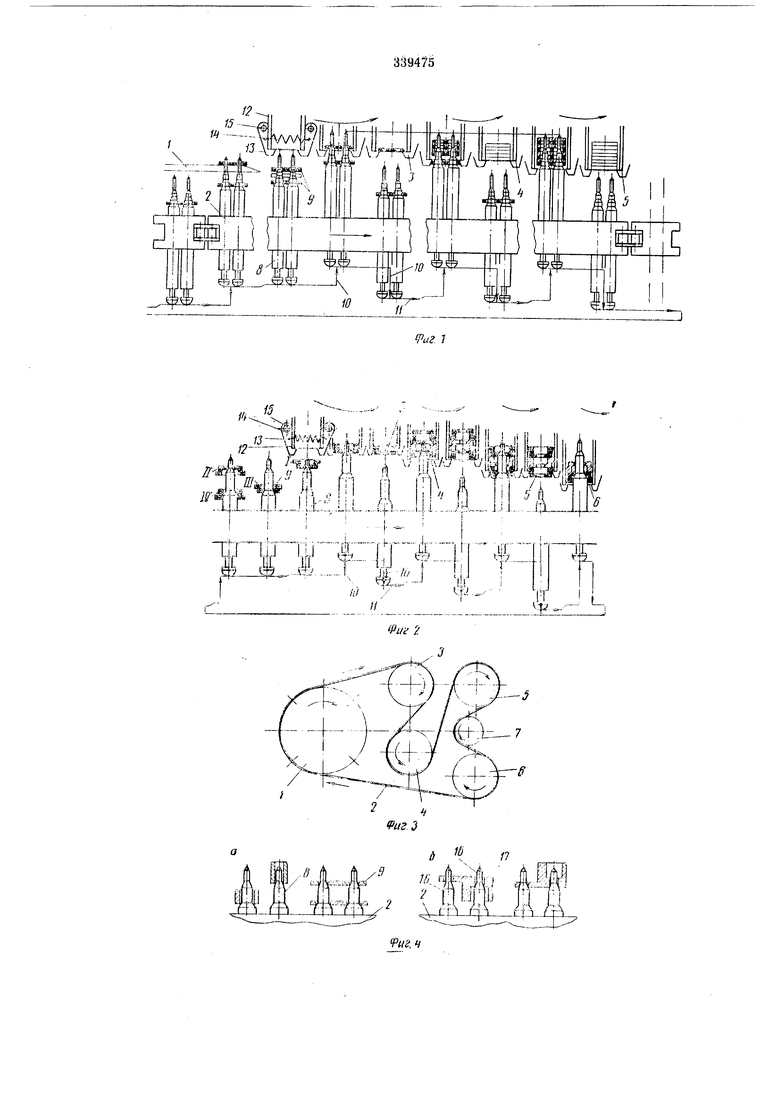
На фиг. 1 представлена схема роторно-ценной линии операций станелирования для пластин трех типоразмеров (три разных отверстия); На фиг. 2-принципиальная схема операций станелирования для ступенчатой детали двух типоразмеров (два разных отверстия) с ориентацией; на фиг. 3-схема роторно-цепной линии; на фиг. 4-нример применения одинаковых двухступенчатых фиксаторов для разделения элементов роликовой цепи (втулок и роликов, наружной и внутренней пластин), а
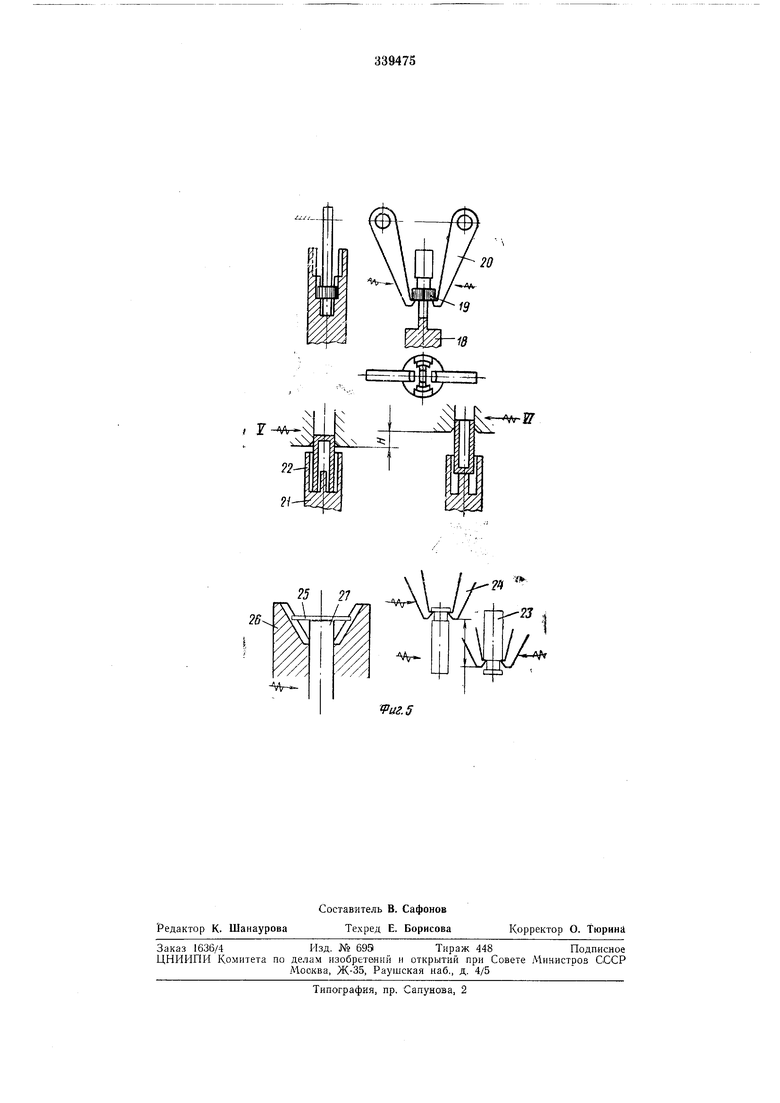
также для ориентации ступенчатых и фасонных деталей; на фиг. 5-примеры операций станелирования для деталей без отверстий.
Роторно-цепная линия, показанная на фиг. 1, включает ротор питания /, цепь 2, ротор стапелирования 3 для деталей с меньшим отверстием, ротор стапелирования 4 для деталей со средним отверстием, роторы стапелирования 5, 6 для деталей с большим отверстием и натяжное устройство 7.
Цепь 2 имеет штыри 8 для приема деталей 9. Штыри имеют вверху три ступени-шейки для отверстий трех типоразмеров. Внизу они имеют головки для захватных органов роторов, которые осуществляют их подъем и опускание. Вертикальный ход штырей показан линиями 10, горизонтальный ход внутри роторов и между роторами по направляющим показан линиями У/.
Стапелирующее устройство состоит из магазина 12 и отсекаюн его устройства. Последнее состоит из нары отсекателей 13, которые смыкаются нружиной 14, поворачиваясь вокруг оси 15, смонтированной на магазине. Такие
устройства несколькими позициями расположеаы в барабане и врап1аются вместе с ротором. Положение штырей при вхождении и носледовательное (по ходу движения конвейера) понижение уровней отсекателей показаны Аналогичное устройство имеет роторно-цепная линия, изображенная на фиг. 2. Особенностью ее является то, что детали 9 штырями автоматически разделяются ио уровням I, 11, III и IV с ориентацией фланца иа каждом уровне в одну сторону, а отсекающие устройства четырех разных иозицнй стапелироиання расположены строго ио этим уровням с носледовательпым снижением уровня приема деталей. На фиг. 3 стрелками указано наиравленне движения цепи 2. Подобная линия может работать для разделения элементов роликовой цепи (фиг. 4, а). В этом случае автомат-питатель иоочередно через шаг выдает пластины, втулки и ролики. Роторы стапелирования поднимают штыри тоже через шаг. Тогда линия (см. фиг. 3) будет состоять из комбинированного ротора питаипя J, цепи 2, роторов стаиелировання 3-6 соответственно для втулок, роликов, пластин наружных и внутренних. Для операции сортирования число роторов сортирования можно свести к минимуму, обеспечив кратность числа позиций питателя и ротора, а также питание разными деталями, например, пластинами и втулками, и нрием в магазины, сортировки одновре.менно группами позиций. Некоторые детали, например, пластины пакетов электродвигателей и трансформаторо15, замковые шайбы, и др. требуют орие.нтации в горизонтальной плоскости. Это достигается применением профильных фиксаторов. Однако часто удобнее применять специальный фиксатор от разворота. На фиг. 4, б иоказано, что фиксаторы 16 ориеитируют деталь /7 в двух плоскостях. На фиг. 5 показаны иримеры операций стапелировання деталей без отверстий. Внутриступенчатым фиксатором 18 деталь 19 в зависимости от размера наружного контура устанавливается на определенном уровне, например, на втором. При подходе к первой стапелируюгцей позиции отсекающее устройство, настроенное на прием деталей только с верхнего уровня фиксаторов, не сработает. Прием детали произойдет при подходе ко второй стапелирующей позиции, когда отсекатёля 20 снимут деталь с фиксатора. Конструктивно фиксатор имеет с двух сторон нрорези, в которые входят отсекатели. Фиксатор 21 имеет внутри выступ, с помощыо которого пустотелая деталь 22 с донцем устанавливается на двух уровнях-на нижнем, когда допце сверху, и на верхнем, когда донце снизу. Разница уровня /7 достаточна для раздельного приема в разные стапелируюшне позиции V и VI. Происходит автоматическая ориентация деталей донцем в одну сторону. Для ориентированного стапелирования деталей с односторонней проточкой или флапцем деталь 23 удерживается отсекателем 24 только с определенным уровнем проточки «ли фланца. Стрелка.ми показано подпружиненное торможение деталей. Для плоских деталей 25 типа дисков (мопет) фиксатор выполнен в виде внутреннего конуса 26. Для выравнивания детали в горизонтальной плоюкости служит самотормозящаяся Oifropa 27. Такой разделеиия воз,можен И для деталей с от|Вбрстия,ми. Фиксато1ры будут аметь на|ружный Моиус. Операции стапелирования можно с успехом применять в комплексной роторно-цеиной линии как сопутствующие рабочим операциям. Предмет изобретения Роторно-цепная линия, содержащая ротор питания с бункером, ротор стапелирования, на котором установлены магазины-накопители с отсекателя.ми, а также огибающую роторы цепь с вертикальными штырями для приема деталей из ротора питания, отличающаяся , что, с целью осуществления разделения деталей, имеющих различную конфигурацию или размеры отдельных элементов, смешанных в одном бункере, она снабжена дополнительно роторами стацелирования о отсекателями и магазинами-накопителями, при этом отсекатели каждого следующего ротора установлены ниже на заданную величину отсекателей предыдущего, а на штырях цепи выполнены уступы, фиксирующие детали на различных уровнях.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНО-ЦЕПНАЯ ЛИНИЯ | 1973 |
|
SU433075A1 |
| Роторно-цепная линия | 1983 |
|
SU1151426A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1046068A1 |
| Роторный автомат питания | 1979 |
|
SU860996A1 |
| Загрузочное устройство роторно-конвейерной машины для сборки втулочно-роликовой цепи | 1982 |
|
SU1058702A1 |
| Роторный автомат питания | 1976 |
|
SU564139A1 |
| Устройство для стапелирования обработанных деталей | 1982 |
|
SU1072966A1 |
| Роторный автомат питания | 1987 |
|
SU1491653A1 |
| Устройство для стапелирования деталей | 1986 |
|
SU1397124A1 |
t P- , 1 i i i I
k i t u fi Mjjv 1 шв/ш|
Жл ж1111-..
,ГП,иSrr ДI
Д- - тl- f-,
. - j,a,-.J-iJ-
-i
/;
J L
/7
.- «.i./ 4Ш
/ч
itf- 4
9иг.$
