Изобретение относится к области электротехники и может использоваться в установках стабилизации процессов контактной и точечной сварки, в частности при активном контроле и точном дозировании энергии в месте сварного соединения. Известные способы регулирования процесса электронагрева, при которых регулирование осуществляют путем измерения и суммирования электрической мощности, выделяемой в сварочном контакте, и последующего отключения сварочной цепи по накоплению в контакте заданного значения энергии, не позволяют во всех случаях стабилизировать тепловой режим сварки. Для обеспечения оптимальной стабилизации процесса контактной сварки по предлагаемому способу в качестве контролируемого параметра, характеризующего изменение мощности, используют производную электрической энергии, вь1деляемой в сварочном контакте, и по отклонению производной от заранее установленного значения корректируют величину мощности, подводимой к сварочной цепи. Полезное количество энергии, от которой зависит качество сварки изделий, равно Q, Q.-Q. Qe(l--)-/-4- T. 10 15 20 25 30 где QE - суммарное количество энергии, выделяемое в сварочной цепи; Qs - количество энергии потерь; г„, (1- j-термический коэффициент полезного действия, который зависит от теплопроводности свариваемого материала, свариваемой поверхности и времени сварки. Для нолной стабилизации процесса сварки необходимо осуществлять дозирование количества энергии, выделяемой в месте соединения свариваемых изделий, за определенный промежуток времени. Для осуществления стабилизации процесса контактной сварки снимают падение напряжения в месте соединения свариваемых издеЛИЙ и падение напряжения на эталонном сопротивлении, пропорциональное величине тока, протекающего в цепи сварки, и подают на множительное устройство, где осуществляется непрерывное измерение и суммирование электрической энергии, выделяемой в сварочном контакте Q 0,24-/cB-i/cBгде /ев - ток в сварочной цепи;
t/cE -падение напряжения в месте соединения свариваемых изделий; t - время сварки.
В течение процесса сварки в качестве контролируемого параметра берут производную электрической энергии, выделяемой в сварочном контакте, и осуществляют коррекцию подводимой мощности в зависимости от отклонения производной от заранее установленной величины, в результате чего выделяется энергия в точке соединения свариваемых изделий по заранее установленному закону. При достижении суммарного количества энергии, выделяемой в сварочном контакте заранее установленного значения, сварочную цепь включают.
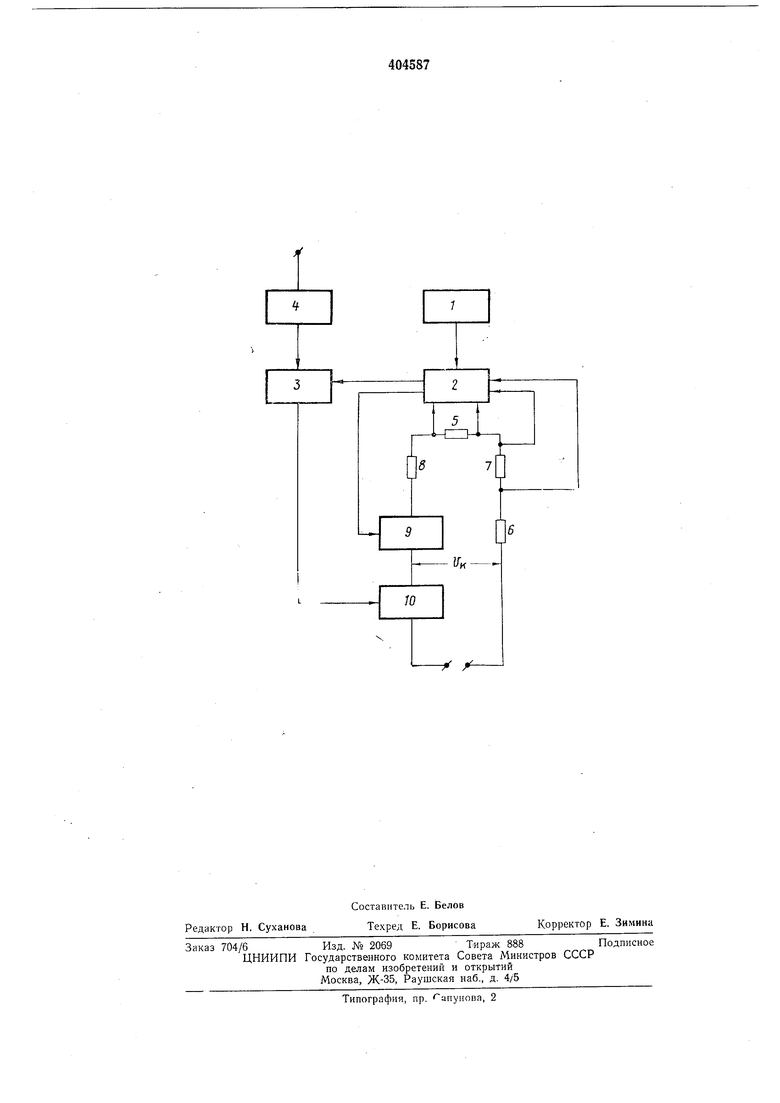
На чертеже представлена эквивалентная схема устройства, реализующего нредлагаемый способ.
Устройство состоит из источника питания сети, устройства 1, задающего необходимое количество тепловой энергии, множительного устройства 2, устройства 3 сравнения и программирующего устройства, в частности генератора 4 пилообразного напряжения. Для осуществления процесса стабилизации необходимо учитывать сопротивление 5 участка между свариваемыми деталями, внутреннее сопротивление 6 источника питания, эталонное сопротивление 7, включенное последовательно в цепь сварки, переходное сопротивление 8 между прижимами и свариваемыми деталями, сонротивление коммутирующего устройства 9, предназначенного для включения и отключения тока сварки, и сопротивление регулирующего органа 10, управляющего величиной напряжения источника питания, прикладываемого к сварочпой цепи UK.
При включении источника питания сварочный ток проходит но контуру 6--7-5-8-9-
10. Одновременно с включением источника питания запускается генератор 4, крутизна напряжения которого определяет время протекания сварочного тока. Падение напряжения на свариваемых деталях и эталонном сопротивлении подается на вход множительного устройства 2, -которое производит непрерывное умножение и суммирование мгновенных значений величин этих напряжений и подает на один из входов устройства 3 сравнения, на другой вход которого подается напряжение с генератора 4. Напряжение рассогласования, снимаемое с устройства сравнения, служит управляющим сигналом для
регулирующего органа 10, изменяющего нанряжение таким образом, чтобы выделить
заданное количество энергии I-lJ-t за
вполне онределенное время.
При достижении наперед заданного значення количества энергии Q дается команда на коммутирующее устройство 9 для отключения сварочного тока.
Предмет изобретения
Способ регулирования процесса электронагрева, преимущественно для контактной сварки, при котором регулирование осуществляют путем измерения и суммирования электрической мощности, выделяемой в сварочном контакте, и носледующего отключения сварочной цепи по наконлению в контакте задашюго значения энергии, отличающийся тем, что, с целью стабилизации теплового режима сварки, в качестве контролируемого параметра,
характеризующего изменение мощности, используют производную электрической энергии, выделяемой в сварочном контакте, и по отклонению производной от заранее установленного значения корректируют величину
мощности, под1ЮхТ,имай к сварочной цепи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса электронагрева при точечной и шовной сварке | 1977 |
|
SU662297A1 |
| Способ регулирования процесса электронагрева при сварке деталей | 1979 |
|
SU774853A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| Способ регулирования процесса электронагрева | 1981 |
|
SU984767A1 |
| Устройство для контроля качестваТОчЕчНОй КОНТАКТНОй СВАРКи | 1978 |
|
SU829369A1 |
| Способ автоматического измерения и регулирования электронагрева | 1978 |
|
SU764898A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ КОНТАКТНОЙ СВАРКИ | 2008 |
|
RU2389590C2 |