1
Изобретение относится к области сварки и может быть использовано при сварке труб токами высокой частоты.
Известные способы управления режимом сварки труб токами высокой частоты путем изменения подводимой от источника пи1тания мощности из-за паразитного влияния реактансов рассеяния в сварочной цепи работают в крайне неустойчивом при фактически отключенном механизме саморегулирования тепловой энергии, выделяемой в кромках трубной заготовки. При наличии постоянно наблюдаемых внешних возмущений в процессе формовки и сварки трубной заготовки этот фактор обусловливает нестабильное качество сварных соединений, неравномерный характер образования грата, а также отрицательно сказывается на производительности трубосварочных агрегатов.
Иа практике приходится иметь дело с двумя основными видами внешних -возмущений: колебаниями толщины трубной заготовки и смещениями точки или угла схождения кромок вследствие разброса в состоянии их поверхности; податлиВости узлов опорных валков, биений и т. п. Оба вида возмущений вызывают соответствующие изменения полного сопротивления свариваемых кромок, и, следовательно, непосредственно влияют на
условия формирования температурного поля в зоне сварки.
Для повышения качества сварки труб ва трубосварочных агрегатах предлагается применять способ управления режимом сварки с формированием управляющего воздействия по основным возмущениям - изменениям ТОЛЩИ1НЫ трубной заготовки (штрипса) и угла или точки схождения кромок в опорносварочном узле сварочного агрегата.
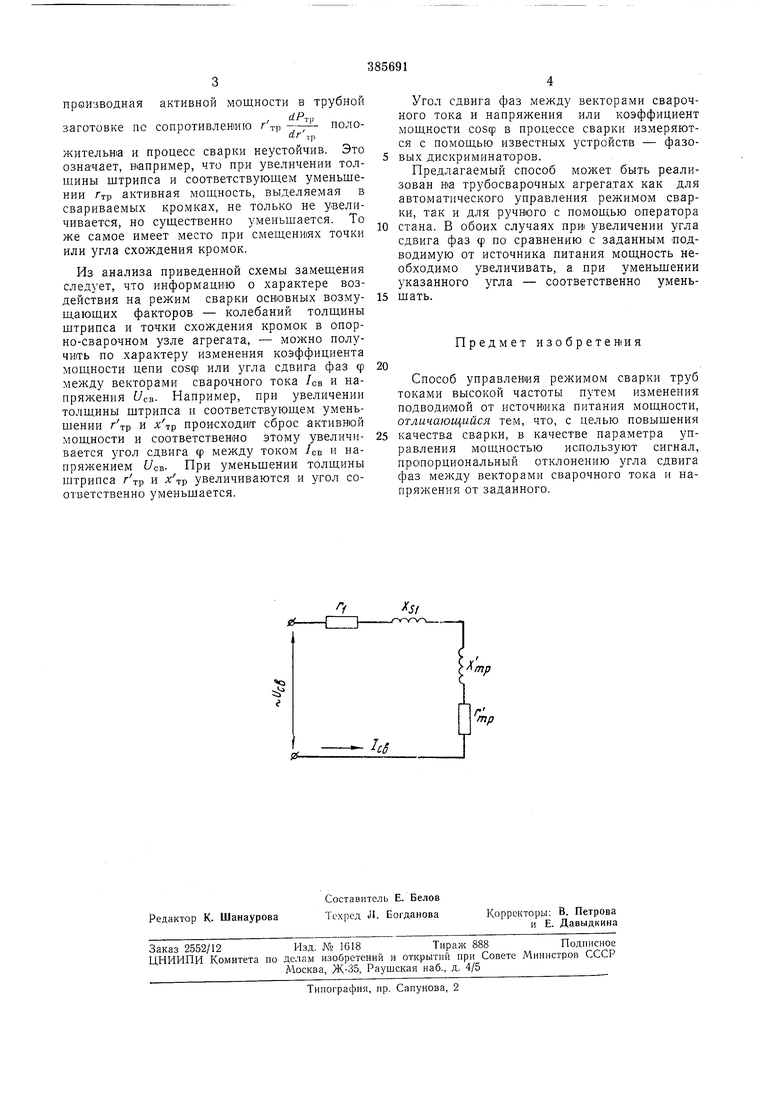
На чертеже изображена упрощенная электрическая схема замещения сеарочнюй цепи, позволяющая реализовать предлагаемый способ, где Г -активное сопротивление индуктора и соединительных шин;
Xsi - реактанс рассеяния индуктора с учетом реактивных сопротивлений соединительных шин и обмоток трансформатора; - реактивное сопротивление токов в трубной заготовке, приведенное к обмотке индуктора;
гтр - приведенное к обмотке индуктора активное сопротивление, обусловливающее выделение тепла :в трубной заготовке.
В силу того, что на существующих установках ТВЧ
I Г1 -f у Лтр +л:тр
30
преизводная активной мощности в трубной
, заготовке по сопротивлевию г тр полоrfrrp
жительва и. процесс сварки неустойчив. Это означает, вапример, что при увеличении толшины штрипса и соответствующем уменьшении Гтр активная мощность, выделяемая в свариваемых кромках, не только не увеличивается, но существенно уменьшается. То же самое имеет место при смещениях точки или угла схождения кромок.
Из анализа приведенной схемы замещения следует, что информацию о характере воздействия на режим сварки основных возмущающих факторов - колебаний толщины штрипса и точки схождения кромок в олорно-сварочном узле агрегата, - можно получить по характеру изменения коэффициента мощности цепи созф или угла сдвига фаз ф между векторами сварочного тока /ов и напряжения f/cB. Например, при увеличении толщины щтрипса и соответствующем уменьщении гтр и хтр прои-сходигг сброс активной мощности и соответственно этому увеличивается угол сдвига ф между током /ев и напряжением t/cB- При уменьшении толщины щтрипса гтр и xty увеличиваются и угол соответственно уменьшается.
Угол сдвига фаз между векторами сварочного тока и напряжения или коэффициент мощности созф в процессе сварки измеряются с помощью известных устройств - фазовых дискриминаторов.
Предлагаемый способ может быть реализован Hia трубосварочных агрегатах как для автоматического управления режимом сварки, так и для ручного с помощью олератора
стана. В обоих случаях при1 увеличении угла сдвига фаз ф по сравнению с заданным подводимую от источника питания мощность необходимо увеличивать, а при уменьшении указанного угла - соответственно уменьшать.
Предмет изобретен ия
Способ управления режимом сварки труб токами высокой частоты путем изменения подводимой от источника питания мощности, отличающийся тем, что, с целью повышения качества сварки, в качестве параметра управления мощностью используют сигнал, пропорциональный отклонению угла сдвига фаз между векторами сварочного тока и напряжения от заданного.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки труб токами высокой частоты | 1973 |
|
SU472716A1 |
| УСТРОЙСТВО для ИНДУКЦИОННОГО НАГРЕВА КРОМОКШТРИПСА | 1967 |
|
SU191704A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1985 |
|
SU1348118A1 |
| Устройство для автоматического управления режимом высокочастотной сварки | 1981 |
|
SU967732A1 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| Способ автоматического управления режимом высокочастотной сварки | 1978 |
|
SU694324A1 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
| Способ производства толстостенных сварных труб | 1974 |
|
SU504577A1 |
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1981 |
|
SU1016113A1 |
| Устройство для высокочастотной сварки прямошовных стальных труб | 1979 |
|
SU919833A1 |
