представляющий собой сумму со ставляющих, т. е. сварочного тока и тока шунтирования, и разность этих составляющих, .например, с 1помощью датчика Холла, .который размещают вблизи свариваемого изделия таким образом, что «а него одиовременно воздействуют ма1пнитные поля от токов сварки и щунгИ1рован-ия, направленные «авст.речу друг другу. При STOLM иа оонозании известного эффекта Холла с датчика снимают элект|родв1ижущую силу, пропорциональную разности составляющих полиого тока аварки. Имея /1 /гв+Ли, /2 так сварии определяют по формуле: П ip и м е ip 1. С пюсоб И31М epeiH и я ав ар оч нот о тока при nipoicTOiM контроле процессе а ионтакшной стыковой -aBapiK/n изделий за;мкнутой формы малого периметра для нспрсрьюн1ой информации о его хаде осуществляется при с)вар1ке звеньев пепей калибра 18x64 . Пол1ный ток оваржи KaiK CVIMIMV его соста(вля Ю1Щ|И х, т. е. овар01чио.го тока и тока щу1НтирС1ва1НИЯ, и раэность этик соста1вляЮЩ1И1Х реги1СТ1ри1руют одновременно с помощью быст1радейст1вующе1го самои.ищущело орвдбара типа Н-327, П|р гче1м сум1му со1ста1Вляющ1И1х репи1СТ1р1ируют кнК с:тгг цал, поспупающий с трансформатора тс1ка, нжлючавноро в пе:р1В1ИЧ|Н1ую П9пь свар очного TpaiHсф|ар1мат1ара оварочной мащины, а разН; - :ть составл яющи;х - как оишнал, поступаюший с датчи1ка Хошла, помещ ееного в немапнитный твпло1Изол Ц|ИО1нный корпус и раз мещбнного В:близ1и сва ри1вавмого звена. Од; оврем-еиная зап1И1сь |П остугп:аЮЩИ1Х cHipia.ioB произваднтся бы1ст|родейст1вую1ЩИ1М самопишущ1Нм npHi6iOpo.M, П азво1ляет сделать ко«тичест1В9Н1ную oueiHiKy 1велиЧИ1НЫ оваюочH oiro тока, в аварив-аемочм в м омент процесса овар1ки. Ток в свариваемой вепЕи И13|дел1ия определя.ют решен1ием системы ал гв5ра«чеак:их урав1не1Н1ИЙ вица (/cB+/m); (2) /2 /С2(/св-/ш). (3) Из уравнения /d/m /i-/(i/св /1-/Cl/CB отсюда /11,
Подставив данное зитачение в .уравнение
/1 -
(3), :пол|уча1ют /2 /С2/св-K i
/С2/сз+ С2/св /2+-,---; AI
2/(.
к,
К, К,
Опсюда /св 2 +
2/Со
где /ев- сварочный ток, А; / ш - ток шунти|раВа(Бия, А;
Усилительно-яре-(УсилительнгоoбpaiзyюiЩee yoTipouciiBO преобразующее
3 (4в + Аи )уСТ|рОЙ1СТ1ВО
з()
Оум1матар
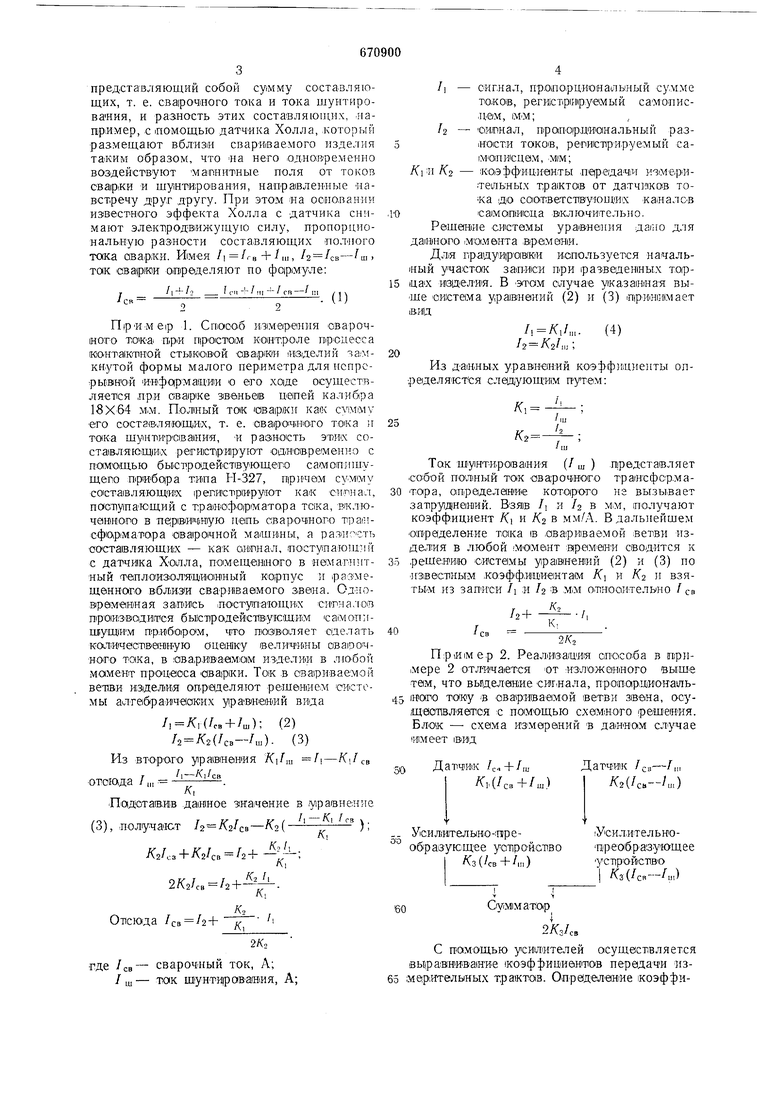
с памощью усилителей осуществляется выра;нн1ква1ние жоэффициентов передачИ из;мвр ителвных трактав. Опрвдел еиме коэффи/i - сигнал, пролорциоиалыный сумме токов, регистрируемый са-мопислюм, мм; /2 - оиюнал, прапордиональный разности таков, ретисприруемый са1МО1НИ1сцвм, мм; /Ci И/С2 - О|ЭффНци«нты .передачи и-31Мбр итеяьных трактов от тока до со1От;ветст1вугон1И1х с ам аписц а вкл юч ит е л ь) ю. Рещевие системы уравнения дапю для данного момента вр емани. Для Г|ра1дуирО1Нки используется началь1НЫЙ участок за1писи при (разведенных торцах изиелия. В ЭТОм случае указанная выще система уравнений (2) и (3) приноимает /1 /,/,,,. (4) /2 / 2/ш; Из данных уравнений коэффишиенты определягстся следующим путем: Ток Щунтнроваии-я (/ ш ) представляет собой палиый так ова;роч«ого трашсфср.маФора, олраделаеие которого не вызывает запрудиетий. Взяв /i и /2 в MIM, получают коэффициент К и Kz в мм/А. Вдаль 1ейшем О пре1деление IB -аварнваемой ветви изделия в любой МОмвнт времени сводится к решению системы ураинений (2) и (3) по Известмым ко:эфф,ии Иента1М /С и К2 и взятЫМ из запИси 1 и /2 в М(М офнооительно / ев OipiHiMCp 2. Реалйзащвдя способа в примере 2 отл-нчается От изложавного выш-е тем, что вьщелвиие си1г-нала, пропараиональтаро таюу в свариваемой ветви siBeiHa, о-суЩвот1влявпся с помощью схемного решбния. Блок - схема из-мераний в дастном случае 1И1меет (ВВд Датчик /ев-/|„ Дат1Ч1И1К /с., + /ш 2(/св-.) )
щиента пфедачи Кз ведется аналогично вышеизложечшаму.
Првдлага емый способ обеспечи вает возможность «iSMeipeHiHH аварочнюго тока пря контактиой стыковой оварке изделий замкнутой малого периметра, как для контроля QBaipO4iHOiro тока, как и автозматизаци.и процесса, что обеопечивает повышение каЧества oBaipiHHx со-вдияеиий в несколько 1раз.
Формула изобретения
Способ иЗ:Мврения сварочного тока при жон-тактной стыковой OBaipiKe издел1Ий заыкнутой фор|Мы, пря котором одноаре мвН1НО измеряют ток в Пе|рвич1ной цени аварочного
траис форматор а и в контуре свариваемого Изделия, отличаю in и и с я том. что. с целью из-мерения свароч-ного тока л излелмях с замкнутым контуром малого nepiiMcr5 pa. iB контуре изделия из-меряют разность сварочного тока и тока шуитировя-шя, п сварочный ток определяют как половиимх-ю сумму измерений раэности и тока R т10:Г; ччиой цеии сварочного трансфооматора.
0Источни/ки информации,
принятые во внимаотие при экспертизе
1. Патон Б. Е., Лебедев В. К. Элактрообррудова.Н;ие для контактной оваркн. - Л1.: Машиностроение, 1969, с. 399-433.
15 2. Па1вличбн ко В. С. Контакт Н:ая сварка изделий замкнутой формы. - М.: Машиностроение, 1964, с. 32.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ СВАРОЧНОГО ТОКА | 1972 |
|
SU340494A1 |
| СПОСОБ ТОЧЕЧНОЙ КОНТАКТНОЙ ЭЛЕКТРОСВАРКИ | 1972 |
|
SU331860A1 |
| Способ контактной стыковой сварки оплавлением | 1977 |
|
SU633689A1 |
| Способ контроля качества контактной стыковой сварки сопротивлением | 1990 |
|
SU1801713A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1648680A1 |
| Способ автоматического регулирования глубины проплавления при автоматической дуговой сварке | 1982 |
|
SU1013163A1 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| Способ контактной стыковой сварки | 1970 |
|
SU289681A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО КОНТРОЛЯ СВАРОЧНОГО ТОКА | 2001 |
|
RU2190227C1 |
| Зажимное устройство машины для контактной стыковой сварки изделий замкнутой формы | 1981 |
|
SU1030123A1 |
