(54) ПНЕВМАТИЧЕСКИЙ КАЛИБР ДОЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ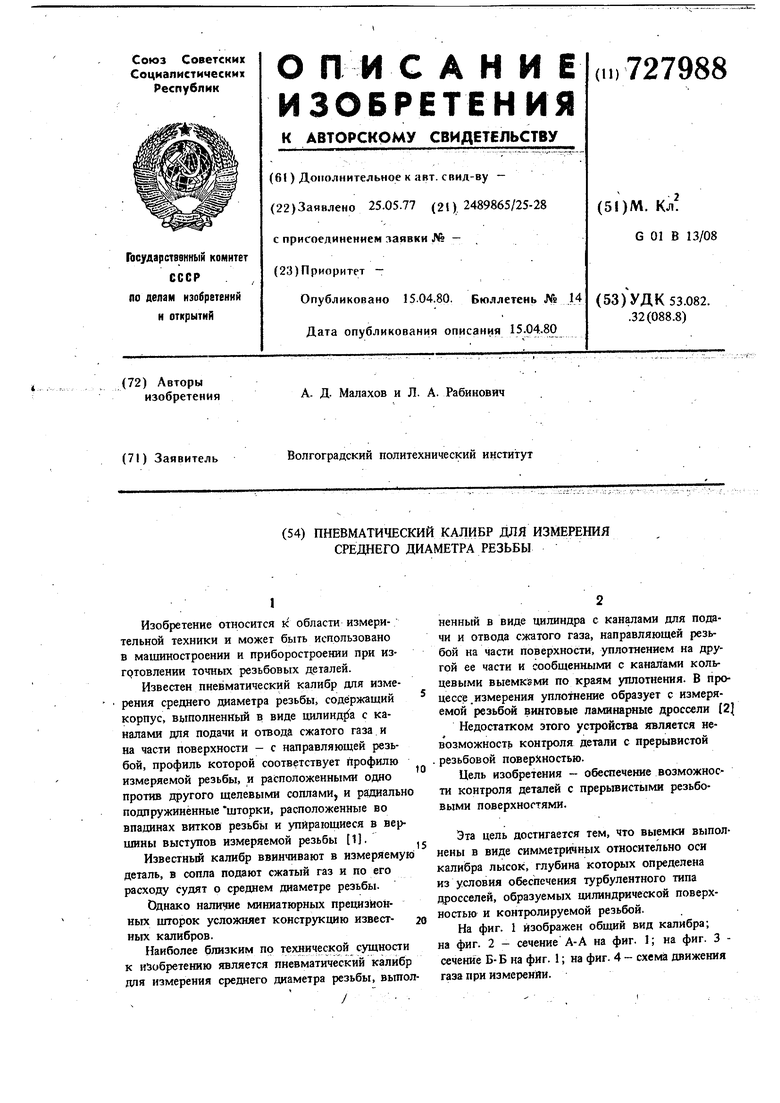
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический калибр для измерения среднего диаметра резьбы | 1977 |
|
SU637707A1 |
| КМ БИБЛИОТЕК?'. | 1967 |
|
SU198700A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Аэростатический измеритель линейных перемещений | 2024 |
|
RU2829305C1 |
| ПНЕВМАТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2029235C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1998 |
|
RU2133452C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ РЕЗЦОМ | 2003 |
|
RU2250155C2 |
| Пневматический способ контроля проходного сечения и устройство для его осуществления | 1987 |
|
SU1682772A1 |
| Пневматический способ контроля проходного сечения и устройство для его осуществления | 1986 |
|
SU1307233A1 |
| ПОТОЧНЫЙ РЕГУЛЯТОР ПРОТИВОДАВЛЕНИЯ ТЕКУЧЕЙ СРЕДЫ | 2012 |
|
RU2603855C2 |
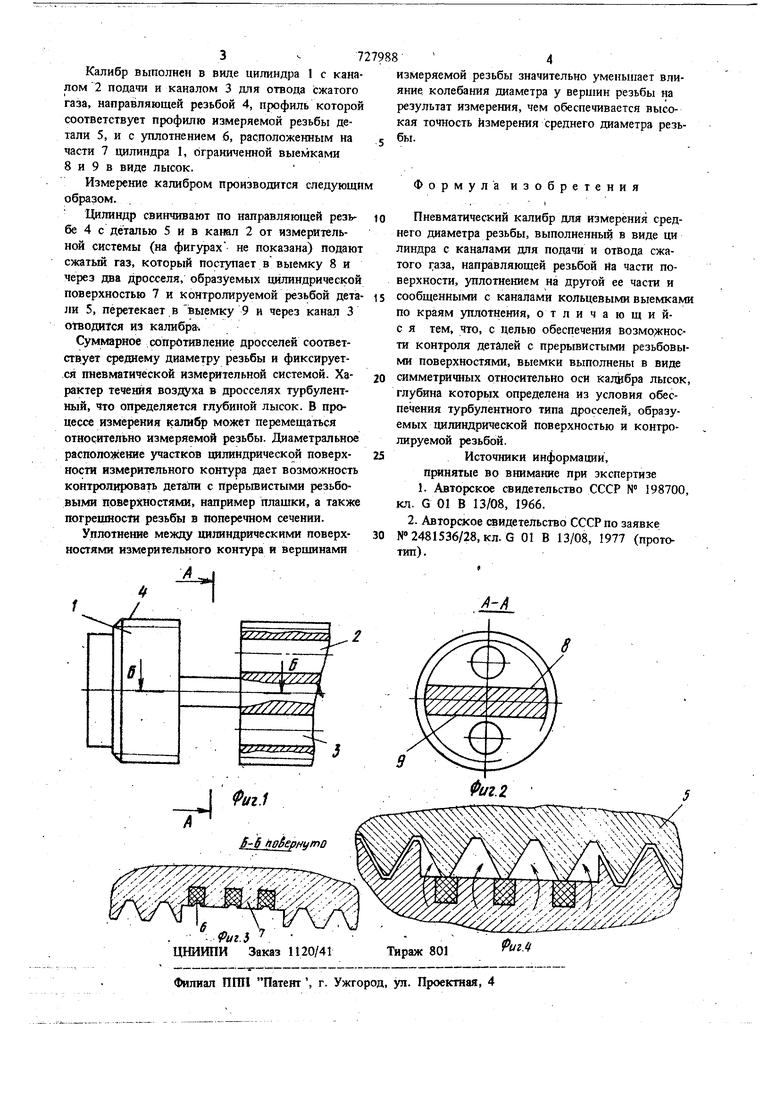
Изобретение относится к области измерительной техники и может быть использовано в машиностроении и приборостроении при изгртовлении точных резьбовых деталей. Известен пневматический калибр для измерения среднего диаметра резьбы, содержащий корпус, вьгполненный в виде цилинд5 а с каналами для подачи и отвода сжатого газа и на части поверхности - с направляющей резьбой, профиль которой соответствует профилю измеряемой резьбы, и расположенными одно против другого щелевыми соплами, и радиаль подпружиненные шторки, расположенные во впадинах витков резьбы и упирающиеся в вер щины выступов измеряемой резьбы 1). Известный калибр ввинчивают в измеряему деталь, в сопла подают сжатый газ и по его расходу судят о среднем диаметре резьбы. Однако наличие миниатюрных прецизионных шторок усложняет конструкцию известных калибров. Наиболее близким по технической сущност к изобретению является пневматический калиб дпя измерения среднего диаметра резьбы, вьш У ненный в виде цилиндра с каналами для подачи и отвода сжатого газа, направляющей резьбой на части поверхности, уплотнением на другой ее части и сообщенными с каналами кольцевыми выемками по краям уплотнения. В процессе, измерения уплотнение образует с измеряемой резьбой винтовые ламинарные дроссели 12 Недостатком этого устройства является иевозможность контроля детали с прерывистой резьбовой поверхностью. Цель изобретеиия - обеспечение возможности контроля деталей с прерьтистыми резьбовыми поверхностями. Эта цель достигается тем, что выемки выполнены в виде симметричных относительно оси калибра лысок, глубина которых определена из условия обеспечения турбулентного типа Гфосселей, образуемых цилиндрической поверхностью и контролируемой резьбой. На фиг. 1 Изображен общий вид калибра; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 сечение Б- Б на фиг. 1; на фиг. 4 - схема движения газа при измерении.
