Изобретение относится к произйодстеу бесшовных горячекатаных труб трокаткой на П1р01Ш.И1Вно1М 1стане.
Известный валок прошивного стана состоит из усечещн-ьи и соединенных большими основаниями конуса раскатки и конуса ;прО;Ш|ИВ1КИ,, снабженного на участке, три1мыкаюЩем к большему осно ванию, продольными Г0|ф,рами с уменьшением их заглубления в направлении к большему основанию конуса.
Такой валок ,не исключает преждевременного осевого разрушения .металла при прошивке.
Для нредотвращения разрушения металла перед носиком онравки ири -прошивке в opeizfложенном валке участок конуса ирошивки у его меньшего основания .на длине, составляющей высоты конуса, снабжен ноперечными гофрами посто.я;нного щага:
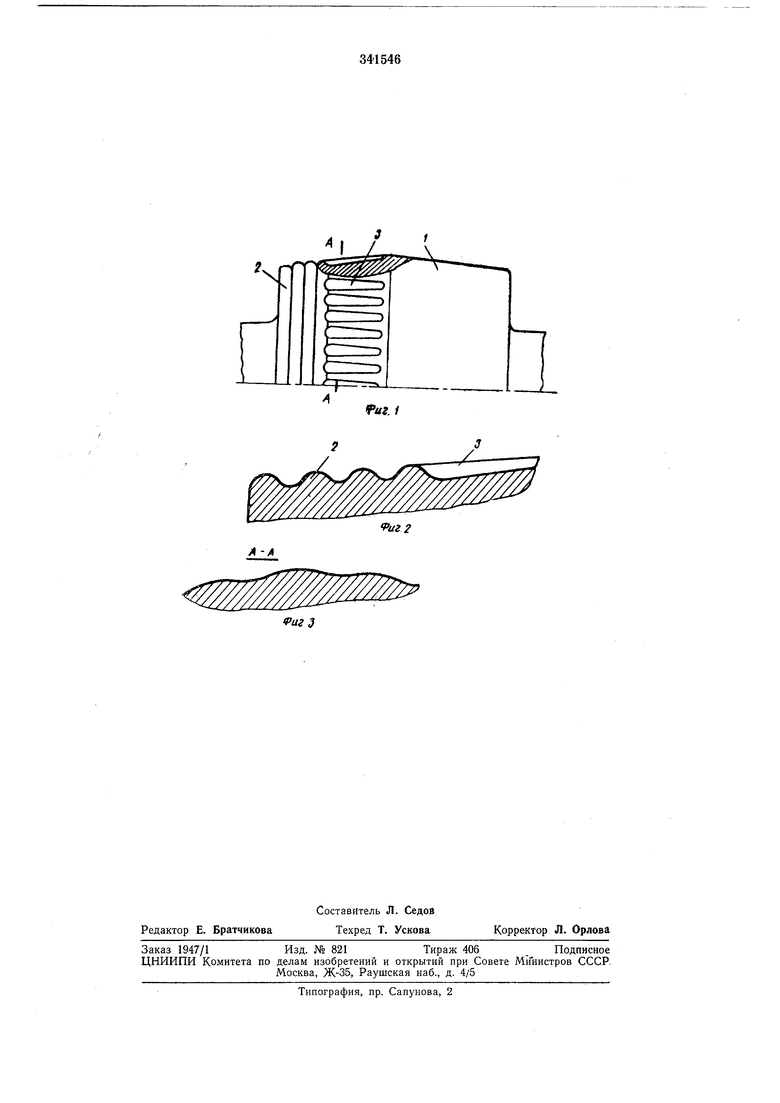
На фиг. 1 изображен нредлолсенный вало.к; на фиг. 2 - профиль образующей валка Hai конусе :прошибки; на фиг. 3 - разрез по А-А на фиг. 1.
Валок включает усеченный конус раскатки / и усеченный К01нус лрошивки, состоящий из участка 2 с поперечными гофрами постоянного шага на длине, составляющей 30-35% высоты конуса .прошивки, и участка 3 с npioдольньши гофрами уменьшающегося заглубления в направлении к большему о-снованшо конуса.
Расстояние меж.ду гофрами и высота гофра выбираются в зависимости, от диа-метра валка и мо1Г}т быть, например, соот1ВбтсТ1венно ЗОн-50 лш и 4-f-6 мм. При прошивке выступы участка 2, .со1пр.ика1саясъ с заготовкой в зо1не опережения, а выступы участка 3, соприкасаясь с заготовкой в зоне отстаивания, выравнивают скорость враще.ния заготовки и тем са1мым уменьшают возможность разрушения металла.
Предмет изобретения
15
.Валок прощи1В1ного стана косой прокатки., составленный из усеченных и соединенных больши ми осЕОваниями конуса раскатки и конуса прошивки, имеющего на участке, примыкаю.щем к большему основанию, продольные гофры с у1меньщением из заглубления в направлении к болвщему основанию KOHyica, отличающийся тем, что-, с целью предотвращения раерущения металла заготовки перед
носшшм опра.вки при прошивке, участок конуса прошивки у его меньшего основания на длине, составляющей 30-35% высоты конуса, снабжен поперечными гофрами постоянного, шага.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для винтовой прошивки | 1980 |
|
SU900891A1 |
| ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2013 |
|
RU2554246C1 |
| Технологический инструмент косовалкового прошивного стана | 1990 |
|
SU1796306A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 1973 |
|
SU369946A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2006303C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| ВАЛОК ПРОШИВНОГО ТРУБОПРОКАТНОГО СТАНА | 1969 |
|
SU244278A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2041751C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
fuz 2
