1
Изобретение относится к трубопрокатному производству.
Известный технологический инструмент включает установленные на угол раскатки и угол подачи бочкообразные валки, длина бочки которых разделена на участок прошивки, составленный из усеченных конусов одинаково направленных, но разных но величине наклона их образующих, нережима и раскатки, и оправку, носик которой расположен до пережима, в зоне последнего по ходу прокатки конуса участка прошивки. Это обеспечивает дробность деформации и улучшает прошиваемость металла.
Для увеличения качества труб сокращением количества циклов деформации участок прощивки валка снабжен гребнями с углом наклона образующей к оси валка, равным 10- 15, которые соединяют большее основание каждого нредыдущего конуса с меньшим основанием последующего по ходу прокатки конуса, а носик оправки размещен по ходу прокатки после гребня.
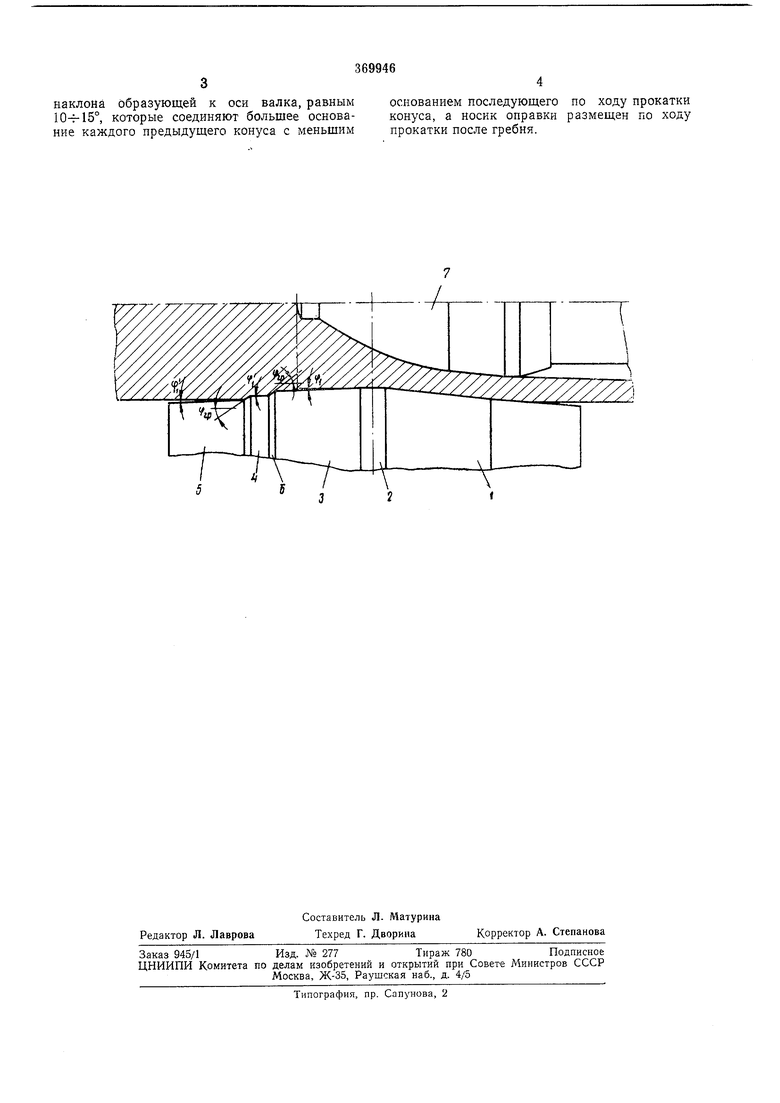
На чертеже изображен общий вид предлагаемого устройства.
Технологический инструмент прошивного косовалкового стана включает установленные на угол раскатки и подачи бочкообразные валки, длина бочки которых разделена на. участок раскатки }, нережим 2, участок прошивки, составленный из ряда усеченных конусов 3, 4, 5, одннаково направленных, но разных по величине наклона их образующих например ф,0-Г, ф1 ГЗО- -2°30, соединенных гребнями 6, с углом фгр. 10-15°, и оправку 7, выдвинутую за нережим валков.
Участок валка с гребнями обеспечивает при прошивке обжатие заготовки 7-8%. Прошивка заготовок в многоконусных с гребнями валках на оправке, размещенной между гребнем и пережимом, осуществляется стабильно и дает хорошее качество труб за счет сокращения количества частных обжатий.
15
Предмет изобретения
Технологический инструмент косовалкового прошивного стана, включающий установленньщ на угол раскатки и угол подачи бочкообразные валки, длина бочки которых разделена на участок нрошивки, составленный из усеченных конусов, одинаково направленных, но разных по величине наклона их образующих,
пережима и раскатки, и оправку, носик которой расположен до пережима, в зоне последнего по ходу прокатки конуса участка прошивки, отличающийся тем, что, с целью сокращения количества циклов деформации, участок
прошивки валка снабжен гребнями с углом
наклона образующей к оси валка, равным 10-г-15°, которые соединяют большее основание каждого предыдущего конуса с меньщим
основанием последующего по ходу прокатки конуса, а носик оправки размещен по ходу прокатки после гребня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Технологический инструмент косовалкового прошивного стана | 1977 |
|
SU716655A1 |
| Технологический инструментпРОшиВНОгО КОСОВАлКОВОгО CTAHA | 1979 |
|
SU804021A1 |
| Технологический инструмент косовалкового прошивного стана | 1990 |
|
SU1796306A1 |
| Технологический инструмент косовалкового стана | 1975 |
|
SU556854A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 1972 |
|
SU341205A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДИСКОВОГО ПРОШИВНОГО СТАНА | 1971 |
|
SU425682A1 |
| Способ поперечно-винтовой прокатки | 1991 |
|
SU1835328A1 |