торого соединен с выходом генератора импульсов нормативного темпа прокатки, генератор плановых имнульсов, вход которого соединен с iвыxoдoм генератора импульсов нормативного темпа, счетчик имнульсов планового темна, вход которого соединен с выходом генератора импульсов планового темпа, счетчик импульсов нормативного темпа, вход которого соединен с выходом генератора импульсов нормативного темпа, второй дискриминатор, входы которого соединены с выходами счетчиков имлульсов нормативного и планового темпов, а выход - со входом цифрового табло индикации.
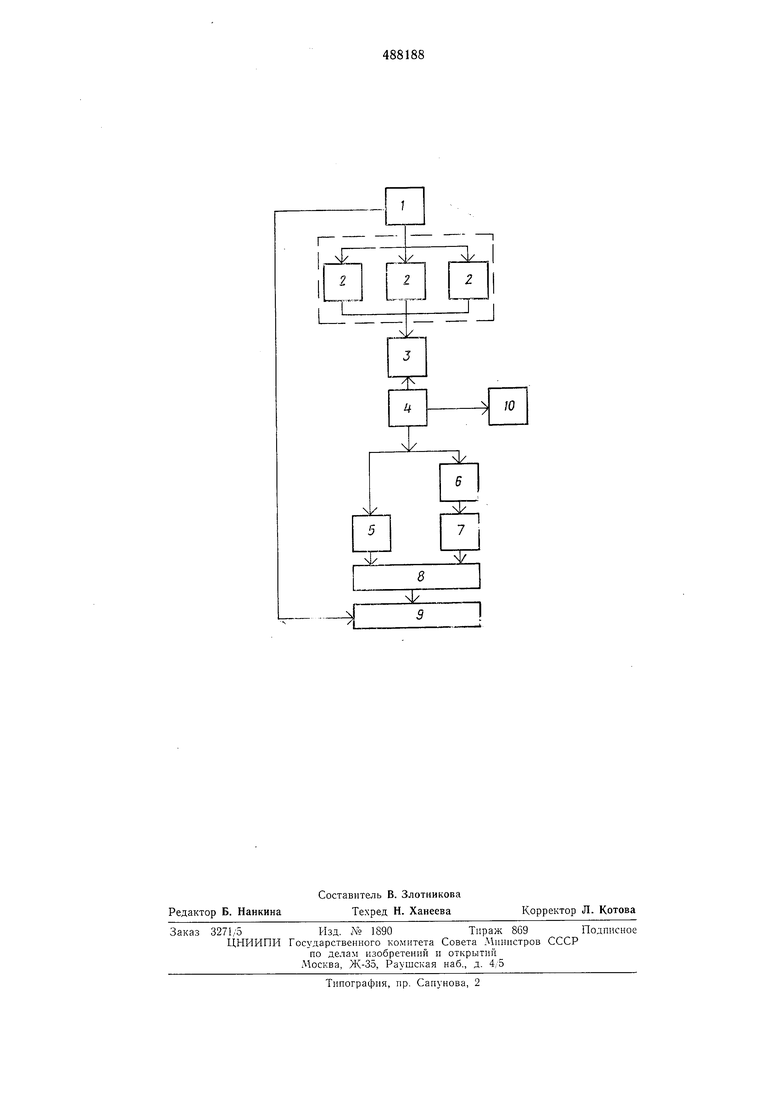
На чертеже приведена блок-схема системы для трубопрокатного агрегата, которая содержит блок 1 технологических датчиков слежения за прохождениедМ заготовок, выходы которых соединены с входом блока 2 датчиков среднего времени длительности цикла.
Датчики предназначены для определения средней длительности цикла обработки по п изделий иа основных механизмах агрегата. Выходы блока датчиков соединены с дискриминатором 3, который из грунны механизмов выявляет механизм с наибольшей длительностью цикла обработки или «узкое место и выдает импульс о величине этой длительности в генератор 4 импульсов нормативного темпа прокатки для его коррекции. Генератор соединен со счетчиком 5 имнульсов иормативного темпа, генератором 6 плановых импульсов.
Генератор 6 предназначен для непрерывной выдачи имнульсов плана-задания агрегату в штуках по скорректированному нормативному темпу с учетом планового коэффициента использования оборудования агрегата и его выход соединен со счетчиком 7 имнульсов планового темпа. Выходы счетчиков 5 и 7 соединены с дискриминатором 8, который выдает на табло 9 цифровой индикации значение плана-задания, большее по модулю, чел1 достигается выдача плана-задания в зависимости от работы агрегата. Вход табло цифровой индикации соединен с блоком датчиков слежения за нрохождением заготовок.
Система работает следуюшим образом.
С помошыо блока 1 датчнков осуществляется слежение за прохождением металла (гильз, труб) через технологическую лниию стана и вырабатываются импульсы, поступающие в блоки 2 и 9.
Блок 2 определяет средние по п штук длительности циклов обработки изделий, величины этих длительностей ноступают в дискриминатор 3, который из всех замечаний отбирает наибольшее, соответствующее «узкому месту агрегата.
Из дискриминатора 3 имнульсы длительности цнкла поступают в генератор 4 импульсов нормативного темна прокатки. Генератор 4 импульсов начинает выдавать в систему имнульсы скорректированного нормативного темна, -которые ностунают в блоки 5, 6 и 10. СчетчиК 5 ведет счет имнульсов, ноступающих из генератора 4.
Генератор 6 плановых имнульсов выдает имнульсы но скорректированному нормативному темпу с учетом планового коэффициента исиользозания оборудования агрегата на счетчик 7. Импульсы со счетчиков 5 и 7 поступают в дискриминатор 8, который выдает на табло 9 в ячейки «план-задание то значение плана-задания, которое больше по модулю.
На табло 9 поступают импульсы из блока 1, суммируются и высвечиваются в ячейках «фактически прокатано штук.
Импульсы, поступающие от генератора 4 в блок 10, унравляют выдачей заготовок из нечей.
Предмет изобретения
Управляющая система сбора и обработки онеративной производственной информации, содержащая блок технологических датчиков
слежения за нрохождением заготовок, генератор импульсов норматнвного темна и табло цифровой индикации, первый вход которого соединен с выходом блока технологических датчиков слежения за нрохождением заготовок, отличающаяся тем, что, с целью оптимизации темна прокатки и выдачи заготовок, оиа содержит блок датчиков среднего времени длительности цикла, соединенный своим входом с выходом блока технологических датчиков слежения за нрохождением заготовок, первый дискриминатор, соединенный своим входом с выходом блока датчиков среднего времени длительности цикла, а выходом - со входом генератора «мнульсов
нормативного темпа нрокатки, блок уиравления выдачей заготовок из печи, вход которого соединен с выходом геиератора имнульсов нормативного темна прокатки, генератор нлановых имнульсов, вход которого соединен с
выходом генератора импульсов нормативного темпа, счетчик импульсов планового темпа, вход которого соединен с выходом генератора импульсов планового темпа, счетчик импульсов нормативного темпа, вход которого соединен с выходом генератора имнульсов нормативного темпа, второй дискриминатор, входы которого соединены с выходами счетчиков импульсов юрмативного и планового темнов, а выход - со входом цифрового табло индикации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления темпом выдачи заготовок из нагревательных печей | 1979 |
|
SU900904A1 |
| СИСТЕМА СБОРА И ОБРАБОТКИ ОПЕРАТИВНО-ПРОИЗВОДСТ | 1972 |
|
SU342188A1 |
| Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов | 1983 |
|
SU1156756A1 |
| Система управления темпом выдачи заготовок из печей | 1976 |
|
SU609564A1 |
| Система регулирования частоты выдачи заготовок из печи | 1976 |
|
SU655737A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Устройство для контроля и регистрации плановой и фактической выработок продукции | 1980 |
|
SU875413A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Система управления темпом прокатки | 1978 |
|
SU676344A1 |