1
Изобретение относится к трубопрокатному производству, в частности к технологическому инструменту для холодной прокатки труб из легких цветных металлов.
Известен технологический инструмент для холодной прокатки труб, состоящий из пилигримовых валков, гребень ручья которых выполнен по параболе, и оправки, уменьшающегося поперечного сечения с параболической образующей, причем гребень ручья валка имеет порядок параболы, на единицу выше порядка параболы образующей оправки 1.
Однако выполнение участков ручья валков инструмента с кривизной больше кривизны (конусности) оправки не позволяет иметь постоянный зазор между оправкой и вершиной ручья калибра. Отсутствие участков ручья с кривизной, равной или меньшей кривизны оправки, исключает калибровку стенки трубы и приводит к появлению значительной продольной разносте«ости трубы.
Недостатком является и трудность изготовления профильной оправки. Для из готовления таких оправок требуется специальное оборудование, что не позволяет
повысить точность геометрических размеров трубы при их прокатке с повышенной подачей.
Наиболее близким к изобретению по технической сущности является технологический инструмент для холодной прокатки труб, содержащий конусную оправку и пилигримовые валки с ручьем, имеющим по длине развертки зоны редуцирования, обжатия с углом наклона образующей к оси оправки больше угла наклона образу 9щей оправки, предотделочную зону с наклонной образующей, угол наклона которой равен углу наклона образующей оправки, и зону калибровки 2.
Недостаток этого инструмента состоит в незначительной длине предотделомной
зоны, соответствующей расчетному значению с коэффициентом калибровки П 1,0-1,4, т. е. менее 0,3 длины обжимного участка. Такая протяженность не позволяет при прокатке с повышенной подачей получать трубы высокой точности.
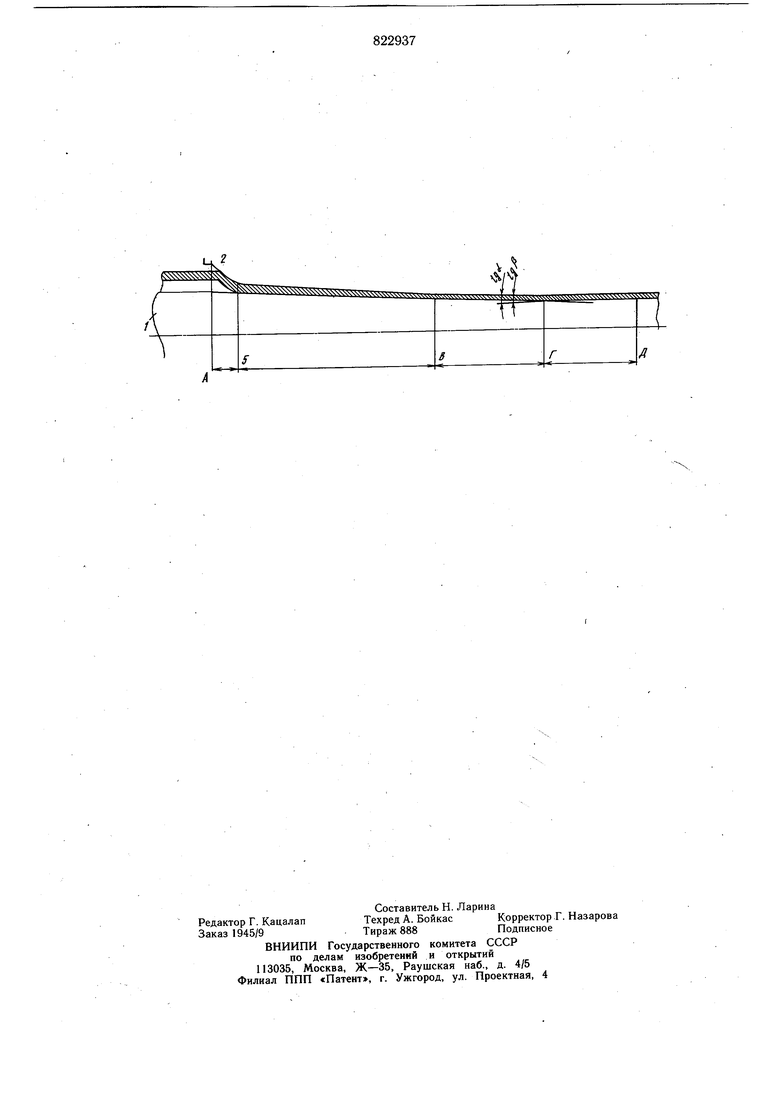
Коме того, эыполнение конусности оправки предотделочного участка, равной конусности оправки, не позволяет в процессе прокатки выдерживать постоянным зазор между оправкой и ручьем валка, так как в процессе прокатки происходит деформация валка, которая приводит к искажению расчетного профиля ручья. Поэтому фактическая конусность предотделочного участка превышает конусность оправки и затрудняет калибровку трубы, особенно при прокатке с повышенной, подачей. Цель изобретения - повышение точности геометрических размеров труб из легких цветных металлов при прокатке с повышенной подачей. Поставленная цель достигается тем, что в технологическом инструменте для холодной прокатки труб, содержаш,ем конусную оправку и пилигримовые валки с ручьем, имеющим по длине развертки зоны редуцирования, обжатия с углом наклона образуюшей к оси оправки больше угла наклона образующей оправки, предотделочную зону с наклонной образующей и зону калибровки, образующая предотделочной зоны ручья выполнена с углом наклона к оси оправки, составляющим 0,5-0,9 угла наклона образующей оправки, а длина предотделочной зоны ручья составляет 0,,6 Длины обжимной зоны. Это позволяет сохранить постоянный зазор между оправкой и ручьем в предотделочной зоне, тем самым повысить точность размеров труб. На чертеже представлен общий вид предлагаемого инструмента, развертка. Технологический инструмент содержит «онусную оправку 1 с углом наклона tget Образующей к ее оси и пилигримовые валки 2 с ручьем по окружности бочки. Ручей имеет по длине развертки последовательно расположенные зоны редуцирования АБ, обжатия БВ, предкалибровки ВГ и калибровки ГД. Образующая обжимной зоны имеет угол наклона tg к оси оправки больше угла наклона tgd, образуюп1ей оправки. Образующая предотделочной зоны ручья выполнена с углом наклона к оси оправки, составляющим 0,5-0,9 угла наклона образующей оправки, при этом длина предкалибрующей зоны составляет 0,5-0,6 длины обжимной зоны. Выполнение предотделочной зоны с углом наклона образующей более 0,9 угла наклона оправки практически не дает положительных результатов, а с углом наклона менее 0,5 угла наклона оправки приводит к «пережиму стенки и, следовательно, к браку.Выполнение предотделочной зоны длиной менее 0,5 длины обжимного не обеспечивает получение точной стенки, а длиной более 0,6 длины обжимного приводит к резкому повыщению усилия прокатки, так как увеличение предотделочной зоны осуществляют за счет уменьшения обжимного. Деформация при использовании предла; гаемого инструмента осуществляется следующим образом. В зоне АБ происходит редуцирование заготовки без обжатия стенки, затем в зоне БВ длиной, равной 0,4-0,5 длины ручья, уменьщают одновременно диаметр и толщину стенки трубы. В предотделочной зоне ВГ длиной, равной 0,3-0,6 длины обжимной, уменьшают только диаметр трубы. В калибрующей зоне ГД осуществляют выравнивание и калибровку диаметра. Пример. Прокатывают заготовку из АМг-2 диаметром 29 мм и толщиной стенки 3 мм на стане ХПТ-32 в трубу диаметром 18 мм и толщиной стенки 1 мм. Прокатку осуществляют с повыщенной до 20 мм подачей. Предлагаемый инструмент позволяет повысить точность геометрических размеров труб, увеличить коэффициент калибровки в предотделочной зоне и, тем самым, повысить подачу при прокатке труб из легкоплавких известных металлов. Формула изобретения Технологический инструмент для холодной прокатки труб, содержащий конусную оправку и пилигримовые валки с ручьем, имеющим по длине развертки зону редуцирования, зону обжатия с углом наклона ее образующей к оси оправки больше угла наклона образующей оправки, предотделочную зону с наклонной образующей и зону калибровки, отличающийся тем, что, с целью повышения точности геометрических размеров труб из легких цветных металлов при прокатке с повышенной подачей, образуюшая предотделочной зоны ручья выполнена с углом наклона к оси оправки, составляющим 0,5-0,9 угла наклона образующей оправки, а длина предотделочной зоны ручья составляет 0,3-0,6 длины обжимной зоны. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 534261, кл. В 21 В 21/02, 1975. 2.Шевакин Ю. Ф. Калибровка и усилия при холодной прокатке труб. М., Металлургиздат, 1963, с. 206 и 224.

| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2156174C2 |
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| Ручей валка для холодной прокаткидВуХРЕбЕРНыХ ТРуб | 1978 |
|
SU827197A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Технологический инструмент стана холодной прокатки труб | 1975 |
|
SU534261A1 |
| КАЛИБРОВКА ИНСТРУМЕНТА ДЛЯ ПРОКАТКИ ТРУБ | 2007 |
|
RU2354467C2 |
| Технологический инструмент для периодической прокатки труб | 1977 |
|
SU733749A1 |