Изобретение относится к области производства предварительно напряженных железобетонных напорных труб.
Известен сердечни-к для образования пустот в строительных изделиях, выполнен-ный из материала с большим, чем у формуемой массы, термическим коэффициентом линейного расширения.
Цель изобретения - совмеш,ение процессов термической обработки с подпрессовкой формуемого материала и натяжением спиральной арматуры.
Это достигается применением сердечника, выполненного из .материала с большим, чем у фор.муемой массы, термическим коэффициентом линейного рас1нИ|репия в качестве формующего устройства для изготовления бетонных раструбных труб с напряженной арматурой.
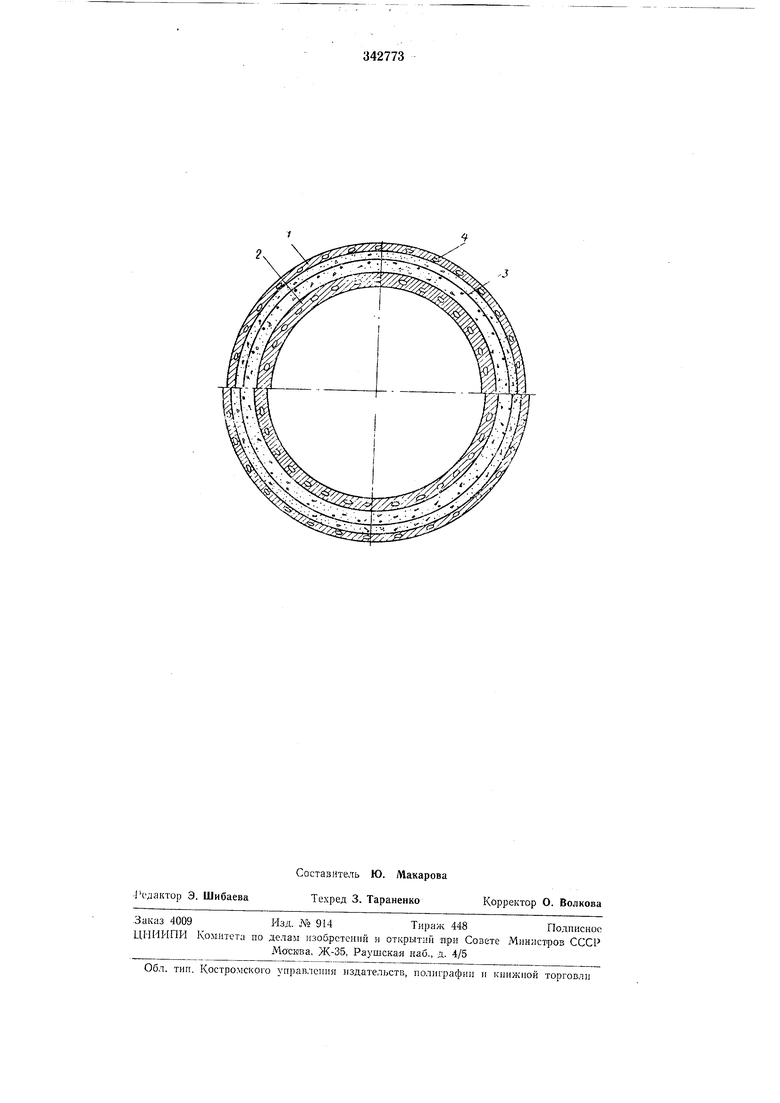
На чертеже изображено предложенное устройст1во в разрезе.
Устройство состоит из наружной опалубки/и внутреннего сердечника 2, выполненных из матернала с большн, че;М у формуемой массы, термическим коэффициентом линейного расширения.
Работает устройство следуюш.им образом.
После установки арматурного каркаса с нанригаемо поперечной арматурой 3 между
1И1утрени п: сердечником и наружной опалубKofi полается бетонная смесь. После процесса формования сердечннк и опалубка нагреваются с помощью нагревательных элементов 4, причем наружпая оналубка нагревается до температуры несколько меньшей, чем температура сердечника. При нагревании опалубка 1 сердечник расширяются и увеличиваются в диаметре, тем самым нодпрес-совывая бетонную смесь и напрягая ноперечную арматуру.
Прл распалубке изделий наружная опалубка нагревается до температуры несколько больн ей, чем нерво.иачальная, благодаря чему происходит ее донолнительное расширение, и она отходит от стенок отформованного изделия.
П ) е д м е т и з о б р е т е н и я
Формующее ycTpoiicTBo Для изготовления бетонп1)1х раструбных труб с напряженной арлиттуро, содержащее наружный кожух н сердечник, .nt4aioii{ccc i тем, что, с целью совменгсния нроцессо.в термической обработки с нодпрессовкой формуемой массы и натяжения сп 1ралыю11 арматуры, наружный кожух и сердечннк выполнены из материала с большИМ, чем у формуемой массы, термическим коэффпцнентол линейного раснтнрсния.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления трубчатых изделий | 1989 |
|
SU1789342A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Способ изготовления гидропрессованных напорных труб | 1989 |
|
SU1675102A2 |
| Установка для изготовления напорных труб | 1972 |
|
SU442070A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Установка для изготовления трубчатых изделий | 1978 |
|
SU961978A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |
| Форма для изготовления гидропрессованных труб из бетонных смесей | 1984 |
|
SU1294628A1 |
| Железобетонная напорная труба большого диаметра и способ ее изготовления | 1983 |
|
SU1135957A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСУЩИХ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 2016 |
|
RU2643055C1 |