00
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления напорных труб | 1972 |
|
SU442070A1 |
| Устройство для изготовления трубчатых изделий из бетонных смесей | 1988 |
|
SU1604628A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2026783C1 |
| Форма для изготовления гидропрессованных напорных труб из бетонных смесей | 1986 |
|
SU1329985A1 |
| Форма для изготовления гидропрессованных труб из бетонных смесей | 1984 |
|
SU1294628A1 |
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1973 |
|
SU465339A1 |
| Установка для приготовления асбестоцементной суспензии | 1974 |
|
SU559601A1 |
| Форма для изготовления напорных виброгидропрессованных раструбных железобетонных труб | 1976 |
|
SU559602A1 |
Использование: в производстве изделий сборного бетона и железобетона, в частности в производстве вибро- гидропрессованных раструбных труб. Сущность изобретения: устройство для изготовления трубчатых изделий содержит наружную форму, сердечник, смонтированный внутри нее. Сердечник состоит из нескольких сегментов коробчатого сечения, связанных между собой эластичными вкладышами. Каждый сегмент снабжен жестко прикрепленный к нему с внутренней стороны штангой с упором на свободном конце, расширяющийся элемент расположен со стороны упоров, направленной к центру сердечника, и контактирует с ними. В полости, образованной расширяющимся элементом, размещен источник для его расширения. 2 ил.
Изобретение относится к производству изделий сборного бетона и железобетона, в частности к производству виброгидропрес- сованных раструбных труб.
Известна установка формования трубчатых изделий, содержащая наружную форму и пустотелый сердечник с прессующим приспособлением (расширяющимся элементом) в виде кожуха из гофрированной с продольными складками мембраны с высоким термическим коэффициентом, образующей с корпусом сердечника герметичную кольцевую полость, заполненную жидкостью, которая подогревается.
Однако сложно и трудоемко изготовить гофрированную кольцевую полость между кожухом и сердечником. В зависимости от диаметра формуемой трубы мембрана заменяется. Кроме того, гофрированная мембрана является дорогостоящей, сохранить же в
работе ее упругие свойства при многократном растяжении и сжатии в условиях воздействия температур трудно.
Известно устройство для изготовления трубчатых изделий, включающее наружную форму, внутренний составной сердечник с прессующим приспособлением (расширяющимся элементом) в виде эластичного чехла, полость которого соединена с источником давления.
Однако прессование труб с помощью известного устройства требует применения цельнорезиновых чехлов различных диаметров в зависимости от диаметров формуемых труб. С одной стороны, постоянная замена чехлов огромных размеров сокращает срок службы чехлов; с другой стороны, применение цельнорезиновых чехлов связано с производственными трудностями получения таких чехлов. Сложно обеспечить
N
5 fe
iro
герметичность чехла огромного размера по концам сердечника, а также установить его.
Целью изобретения является повышение удобства эксплуатации расширения номенклатуры диаметров изготавливамых изделий и упрощения конструкции.
Указанная цель достигается тем, что каждый сегмент снабжен жестко прикрепленной к нему с внутренней стороны штангой с упором на свободном конце, расширяющийся элемент расположен со стороны упоров,направленной к центру сердечника и контактирует с ними, а в полости, образованной расширяющимся элементом, размещен источник для его расширения.
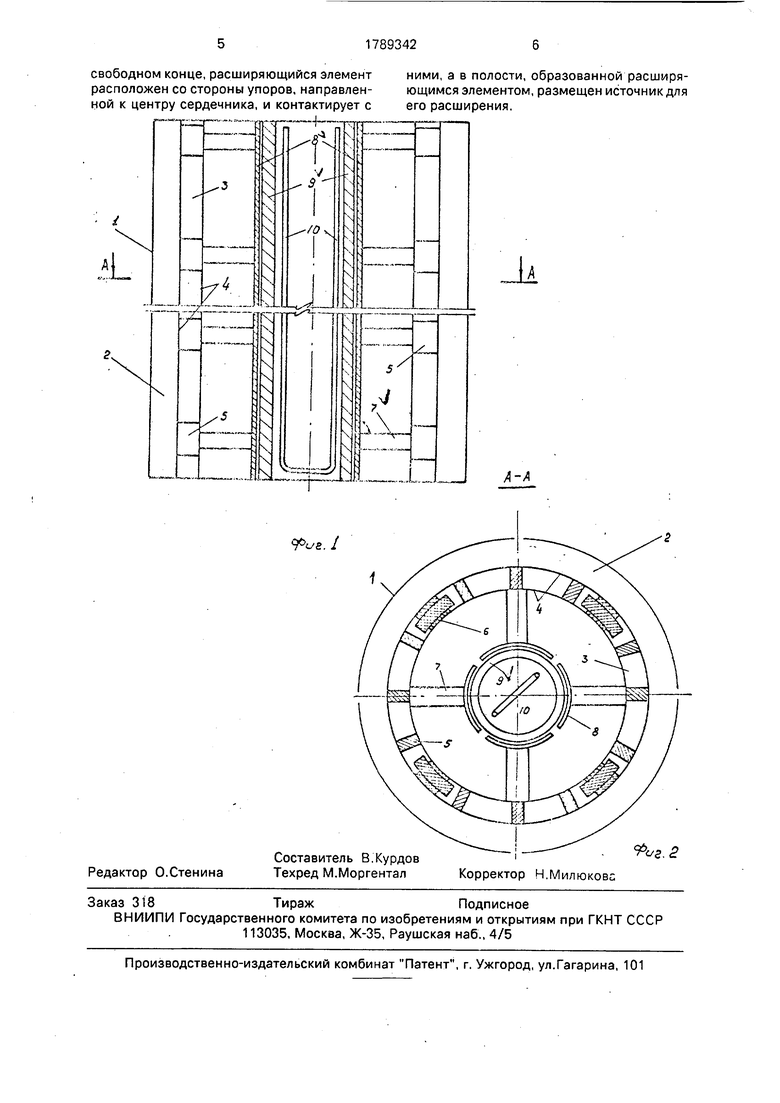
На фиг.1 изображено устройство, общий вид; на фиг.2 - сечение А-А на фиг.1.
Устройство включает наружную форму 1, внутри которой с кольцевым зазором 2 по оси смонтирован сердечник 3, выполненный в виде разъемного цилиндра и составленный из нескольких продольных сегментов коробчатого сечения, Между внутренней и наружной сторонами 4 сегментов установлены ребра 5 жесткости. Сегменты соединены между собой продольными эластичными вкладышами 6. С сегментами жестко соединены штанги 7, расположенные в полости сердечника. К штангам прикреплены упоры 8, опирающиеся на расширяющийся трубчатый элемент 9 из эластичного материалоа (например, резины), расширяющегося опрес- совкой (источник давления на черт, не показан), или из материала с высоким термическим коэффициентом линейного расширения (например, дюралюминия), получающего радиальное расширение нагреванием. Для нагрева расширяющегося элемента внутри него установлен электронагреватель 10.
Установка работает следующим образом.
Армированную наружную форму 1 монтируют на вертикально установленный сердечник 3 и заливают кольцевой зазор 2 между формой и сердечником бетонной смесью, которую виброуплотняют (вибратор не показан).
Формула изобретения Устройство для изготовления трубчатых изделий, содержащее наружную форму, смонтированный внутри нее сердечник из нескольких сегментов коробчатого сечения, связанных между собой эластичными вкладышами, расширяющийся элемент и источПосле виброуплотнения бетонной смеси производят ее радиальное прессование сердечником 3 за счет расширения опрес- совкой или давлением элемента 9, распира- 5 ющего сегменты сердечника через жесткие упоры 8 на штангах 7.
Пример 1. При выполнении расширяющегося элемента 9 трубчатого сечения
из материала с высоким термическим коэффициентом линейного расширения он получает радиальное расширение при нагревании его до расчетной температуры электронагревателем 10, токопроводящие
5 кабели которого подсоединены к сети при помощи разъемов (схема подключения на чертеже не показана), поэтому процесс прессования не привязан к определенным постам.
0 П р и м е р 2. При выполнении расширяющегося элемента 9 трубчатого сечения из эластичного материала он получает радиальное расширение при создании в нем гид- ростатического давления расчетной
5 величины за счет опрессовки при помощи гидравлической насосной станции, подсоединенной к верхнему концу резинового шланга через вентиль, а нижний его конец герметически закупорен (гидравлические
0 связи на чертеже условно не показаны).
После завершения процесса прессования производится обычная тепловая обработка бетонной смеси пропуском пара в середину сердечника.
5 До набора необходимой прочности бетона расширяющийся элемент 9 остается подсоединенным к источнику энергии (электро- или давления) для поддержания в нем распирающих усилий. Затем производят
0 распалубку изготовленной трубы.
Для этого отключают источник энергии, усилие пресса постепенно уменьшается, и напряжение спирального каркаса (на черт. не показан) передается на бетон изделия.
5 После этого извлекают сердечник из установки и производят распалубку изготовленной трубы по известной технологии.
ник для его расширения, отличающее- с я тем, что, с целью повышения удобства в эксплуатации, расширения номенклатуры диаметров изготавливаемых изделий и упрощения конструкции, каждый сегмент снабжен жестко прикрепленной к нему с внутренней стороны штангой с упором на
свободном конце, расширяющийся элемент расположен со стороны упоров, направленной к центру сердечника, и контактирует с
r,--..
-:
Редактор О.Стенина
Составитель В.Курдов Техред М.Моргентал
Заказ 318Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
ними, а в полости, образованной расширяющимся элементом, размещен источник для его расширения.
k
А-А
Корректор Н.Милюкове
| Установка для формирования напорных труб | 1975 |
|
SU540745A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Форма для изготовления трубчатых железобетонных элементов | 1972 |
|
SU468787A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
