Изобретение относится к области металлургии, в частности к непрерывной разливке металлов, имеющих низкую теплопроводность и, следовательно, значительную длину жидкой фазы.
Известны устройства вторичного охлаждения слитка, тянущее и направляющее устройство которых состоит из приводных базовых роликов и двухроликовых подвижных балансирных тележек с приводными роликами, которые прижимаются к слитку с помощью какого-либо нажимного устройства, например гидроцилиндром.
Однако такая конструкция сложна из-за большого количества нажимных и приводных роликов. Кроме того, необходима высокая точность регулирования усилия поджатия к слитку как роликов, входящих в один балансир, так и роликов соседних балансиров.
В этом случае корочка слитка с еще жидкой сердцевиной, представляющая собой единую балку, на всей длине жидкой фазы испытывает давление от всех без исключения роликов, которое должно быть в этом случае на каждом ролике равным точно гидростатическому давлению жидкой сердцевины, приходящемуся на этот ролик. Незначительное увеличение усилий на роликах приводит к деформации слитка.
ции тянущего и направляющего аппарата устройства вторичного охлаждения, использование преимущества балансирной подвески роликов, что предъявляет менее жесткие требования к регулированию величины рабочего давления прижимных роликов.
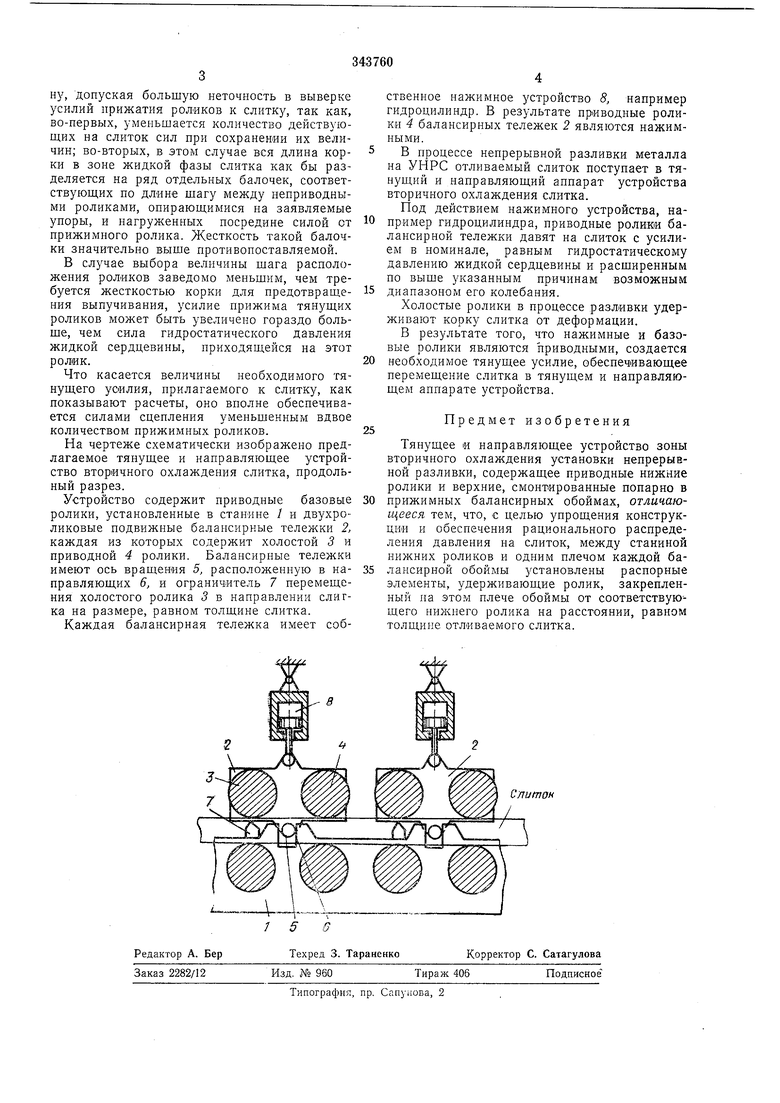
Это достигается выполнением тянущего и направляющего устройства вторичного охлаждения слитка в впде приводных базовых роликов и двухроликовых подвижных прижимных балансирных тележек, выполненных в виде двуплечего рычага с приводным и холостым роликами, имеющего ограничитель перемещения холостого ролика в направлении
слитка на расстоянии, равном толщине слитка.
При этом рабочий раствор между базовыми роликами и холостым роликом балансирной тележки равен толщине слитка, а конструктивный раствор между приводным роликом тележки и базовыми роликами устройства не ограничивается толщиной слитка. Таким образом, приводной ролик балансирной тележки устройства является нажимным. При
этом нажимные ролики балансирных тележек последовательно чередуются с роликами, установленными на расстояние, равное толщине слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОДНОЕ ТЯНУЩЕЕ И НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛИТКА | 1972 |
|
SU423559A1 |
| Способ вертикального непрерывного литья заготовок | 1984 |
|
SU1329893A1 |
| ВЕРТИКАЛЬНАЯ УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1971 |
|
SU430950A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛИТКА | 1972 |
|
SU423560A1 |
| Тянущее и направляющее устройство зоны вторичного охлаждения | 1974 |
|
SU704716A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| УСТРОЙСТВО ДЛЯ УБОРКИ ЗАТРАВКИ | 1971 |
|
SU432969A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033304C1 |
| УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1971 |
|
SU303141A1 |
