Изобретение может быть использовано для фрезерования пазов, например, в плоских ключах.
Известны станки для обработки пазов вращающейся фрезой с соверщающим возвратнопоступательное движение столом с закрепленным на нем устройством для закрепления детали.
Предлагаемый полуавтомат отличается тем, что устройство для зажима заготовки выполнено в виде установленной па столе стойки с гнездом для детали, несущей шарнирно закрепленный на ней фигурный рычаг, приводящий в движение зажимной элемент и устройство для удаления готового изделия, выполненное в виде стержня, поступательно перемещающегося при взаимодействии прямого и обратного -клина. Это автоматизирует процесс обработки.
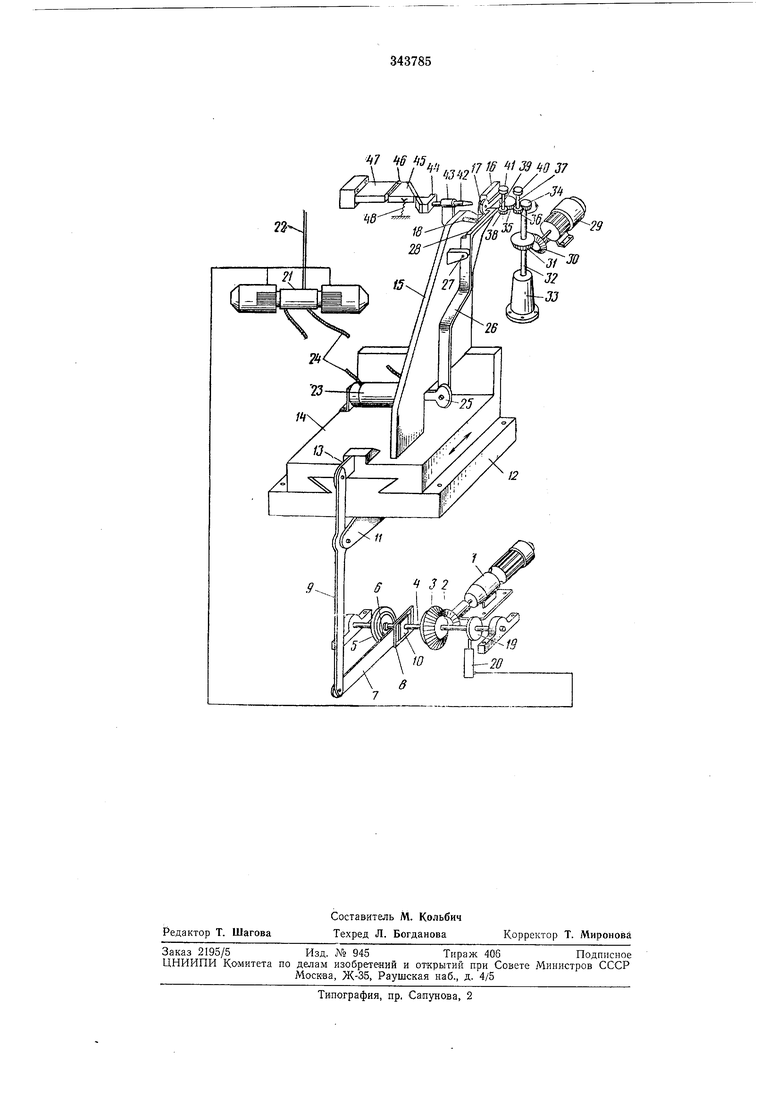
На чертеже изображен полуавтомат, общий вид.
Станок снабжен -мотором-вариатором /, на оси которого жестко насажена Коническая щестерНя 2. Последняя находится в зацеплении с конической шестерней 3, жестко насаженной на кулачковый вал 4. На левом конце вала 4 имеется пазовый кулачок 5, имеющий на .правой плоскости криволинейный паз, в который входит свободный конец пальца 6. Другой конец пальца 6 жестко укреплен в щтанге 7, жестко закрепленной одним концом на рамке 8, а другим концом шарнирно соединенной с коромыслом 9. На внутренней поверхности верхней и нижней сторон рамки имеются пазы, благодаря которым рамка скользит по направляющим сухаря 10, свободно сидящем на валу 4. Коромысло шарнирно соединено одним концом с кронштейном //, который прикреплен к основанию 12,
а второй конец коромысла шариирно связан с серьгой 13, жестко прикрепленной к столу 14. На верхней плоскости стола укреплена стойка 15, несущая гнездо 16 для заготовки, куда подается заготовка 17 по склизу 18. Устройство зажима заготовки во время ее обработки (см. фиг. 1) содержит кулачок 19 с двумя выступами, насаженный на нравом конце кулачкового вала 4. В кулачок 19 упирается подвижной конец путевого выключателя 20,
который связан с электропроводом золотником 21 с двусторонним электропневматическим управлением. Сжатый воздух подается в золотник п по трубке 22, а из золотника сжатый воздух в пневмоцилиндр 23 - по
двум металлорукавам 24. Шток поршня 25 пневмоцилиндра шарнирно связан с фигурным рычагом 26, второй конец которого, в свою очередь, щарнирно соединен с кронщтейном 27, прикрепленным к стойке 15. К своприкреплен зажим 28, который и зажимает заготовку. В станке имеется электродвигатель 29, на валу которого жестко насажена коническая шестерня 30, находящаяся в зацеплении с конической шестерней 31, закреплены на вертикальном валу 32, вращаюшемся в подпятнике 33. На верхнем конце вала 32 жестко закреплена шестерня 34, зацепляюш,аяся с цилиидрической шестерней 55 и Цилиндрической шестерней 36, жестко закрепленной на валу 37. В свою очередь шестерня 35 зацепляется с шестерней 38, закрепленной на валу 39. На валу 37 жестко установлены две фрезы 40, а на валу 39 - одна фреза 41. Устройство для удаления готового изделия из зоны обработки имеет стержень 42, перемещающийся ,в кронштейне 43, укрепленном «а стойке 15. Левый конец стержня жестко соединен с прямым клином 44 клинового механизма. Прямой клин 44 упирается в обратный клин 45, который шарниром 46 соединен со стойкой 47. Обратный клин 45 при помощи пружины 48 притягивается к станиие. Внутри кронштейна помещена пружина, которая стремится отвести стержень влево.
От мотора-вариатора движение передается при помощи шестерен 2 и 5 кулачковому валу 4 и, соответственно, кулачку 5 и кулачку 19. Когда выстул кулачка 19 встречает на своем пути путевой выключатель, последний замыкает электрическую цепь, и золотник пропускает воздух по металлу в левую часть Пневмщилиндра, вследствие чего шток поршня перемещается вправо. Вместе со штоком .поршня перемещается вправо нижний конец фигурного рычага, верхний конец которого перемещает зажИМ, который зажимает заготовку в гнезде во время фрезерования. Когда стойка 15 находится в переднем положении, рабочий кладет заготовку ключа таким образом, что она по склизу подается в гнездо.
При вращении пазового кулачка 5, благодаря пальцу штанга соверщает возвратно-поступательное движение, заставляя коромысло также совершать возвратно-поступательное
движение. Когда левый конец коромысла движется влево, лравый его конец перемещается вправо, а заодно с ним перемещается вправо серьга, ползун и укрепленная на нем стойка 15 с гнездом и находящимся на нем заготовкой ключа. Во время перемещения заготовки она проходит между вращающимися фрезами 40 и 41, которые одновременно фрезеруют три паза на обеих плоскостях заготовки. Враще«ие фрезы С и 41 получают от электродвигателя через зубчатые передачи. Когда стойка 15 вместе со столом соверщает рабочий ход, вместе с ней леремещается укрепленный на ней кронштейн, стержень с прямым клияом
44, который, упираясь ,в обратный клин 45, заставляет его повернуться вокруг щарнира, прикрепленного к стойке и пройти мимо. Как только прямой клин 44 пройдет обратный клин 45 при помощи пружины занимает исходное лоложение. Когда стойка 15 вместе с гнездом и профрезерованной заготовкой движется в обратном еаправлении, прямой клин 44 скользит по обратному клину 45, заставляя стержень перемещаться вправо и выбивать из гнезда готовое изделие, которое падает в ящик. После этого стержень возвращается в исходное положение.
предмет изобретения
Полуавтомат для обработки пазов, например, на плоских ключах вращающейся фрезой с совершающим возвратно-поступательное движение столом с закрепленным на нем
устройством для установки и зажима заготовки, отличающийся тем, что, с целью автоматизации процесса обработки, устройство для зажима заготовки выполнено в виде установленной на столе стойки с гнездом для детали,
несущей шарнирно закрепленный на ней фигурный рычаг, приводящий в движение зажимной элемент, и устройство для удаления готового изделия, выполненное в виде стержня, поступательно перемещающегося под
действием клинового Механизма.
,,7/ /J- «/7J7
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ХАЛ ИЗ ПРЕДВАРИТЕЛЬНО ЗАКАТАННЫХ ТЕСТОВЫХ ЖГУТОВ | 1963 |
|
SU223714A1 |
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Машина для автоматического наполнения и завязывания мешков | 1938 |
|
SU55585A1 |
| Автомат для обработки и сборки деталей | 1978 |
|
SU724314A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Устройство для обвязки бухт, механизм захвата и подачи бухт и механизм подачи обвязочного материала | 1989 |
|
SU1703560A1 |