щего на рычаг поворота стойки. Кулачки, взаимодействующие с рычагами, выполнены приводными н кинематически связаны с другим венцом шестерни, а копир, обеспе-чивающий правильность траектории движения блока, закреплен на станине н взаимодействует с держателем через поводок.
Автомат может быть снабжен дополнительным силовым цилиндром, который закреплен на стойке параллельно имеющемуся цилиндру и также связан ползуном с инструментальным блоком.
Такое выполнение автомата позволяет увеличить число гнезд стола, несущих обрабатываемые деталн, и количество инструментальных блоков, устанавливаемых вокруг стола.
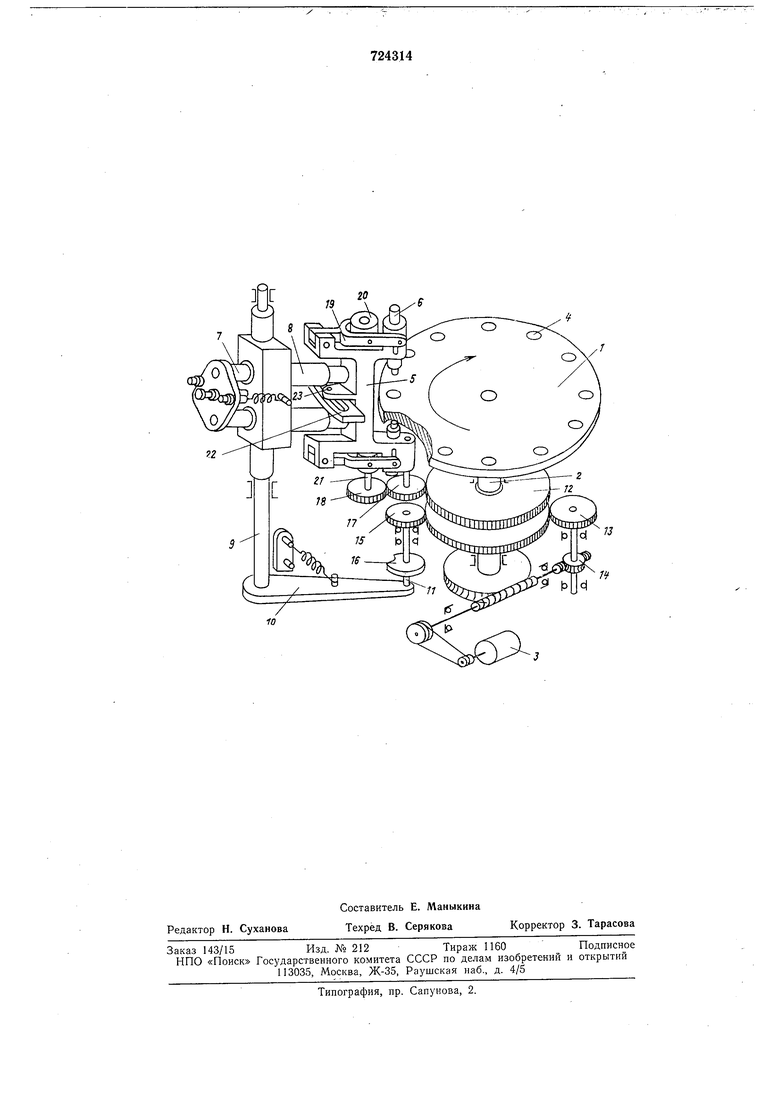
На чертеже изображен автомат, общий вид.
Автомат содержит стол 1, смонтированный на станине посредством оси 2 и снабженный приводом 3 вращения. По нериферии стола выполнены гнезда 4 для установки обрабатываемых деталей. Вокруг стола 1 в технологической последовательности установлены инструментальные блоки, выполненные в виде соосно закрепленных на концах С-образных держателей 5 инструментальных головок 6. Каждый держатель смонтирован на двух подпружиненных ползунах 7 поворотных силовых цилиндров 8. Цилиндры закреплены на стойке 9, установленной в станине с возможностью поворота. На конце стойки 9 закреплен рычаг поворота 10, движение которого ограничено пружиной и упором 11. На оси 2 стола 1 свободно установлена двухвенцовая щестерня 12, которая приводится во вращение через промежуточную щестерню 13 и червячную передачу 14 от привода 3 вращения стола. Один венец шестерни 12 входит в зацепление с шестерней 15, сидящей на одном валу с профилированным диском 16. Другой венец шестерни 12 связан с шестерней 17, входящей в зацепление с шестерней 18. Головки 6 шарнирно соединены с рычагами 19, закрепленными также шарнирно на держателе 5 и взаимодействующими с кулачками 20 посредством пальцев, размещенных в пазах кулачков. Кулачки смонтированы на валике 21 шестерни 18. На станине жестко смонтированы копиры 22 по числу инструментальных блоков, взаимодействующие через поводки 23 с держателями 5.
Автомат работает следующим образом.
При вращении стола 1 загружают заготовками деталей гнезда 4. Одновременно с этим привод вращения стола сообщает вращательное движение шестерне 12 через червячную передачу 14 и промежуточную щестерню 13. Шестерня 12 через нижний венец сообщает вращательное движение шестерне 15 и диску 16, а через последний качательное движение рычагу поворота 10
н стойке 9. Заданный угол поворота инструментального блока обеспечивается диском 16 и ограничивается пружиной с упором.
При качательном движении ползуны 7 под действием пружин и неподвижного копира 22 одновременно соверщают возвратно-поступательное движение в силовых цилиндрах 8 и в результате сообщают инструментальным блокам движение строго по траектории транспортирования обрабатываемой детали.
Одновременно с движением по траектории транспортирования деталей верхний веиец шестерни 12 сообщает инструментальным головкам 6 с инструментами возвратно-поступательное движение через шестерни 17 и 18, валик 21 и кулачки 20, взаимодействующие с нальцами рычагов 19.
За один оборот стола каждая деталь обойдет все ииструментальные блокн и нроизойдет автоматическая многооперациониая обработка или сборка и выгрузка.
Формула изобретения
1. Автомат для обработки и сборки деталей, содержащий смонтированный на станине приводной вращающийся на оси стол
с гнездами, размещенные вокруг стола в технологической последовательности ииструментальные блоки, совершающие качательные движения, каждый из которых связан с ползуном поворотного силового цилиидра, закрепленного на стойке с рычагом поворота, и выполнен в виде соосно установлершых на концах С-образного держателя инструментальных головок, взаимодействующих с кулачками через рычаги, а
также содержаний связанньш с держателем копир, отличающийся тем, что, с целью расширения технологических возможностей за счет увеличения числа рабочих позиций, привод поворота силового цилиндра выполнен в виде свободно установленной на оси стола и связанной с его приводом двухвенцовой шестерни и кинематически связанного с одним ее вендом профилированного диска, воздействующего на
рычаг поворота стойки, при этом кулачки выполнены приводными и кинематически связанными с другим венцом шестерни, а коиир жестко закреплен на станине и связан с держателем посредством поводка.
2. Автомат по п. 1, отличающийся тем, что он снабжен дополнительным силовым цилиндром, который закреплен на стойке параллельно имеющемуся цилиндру и связан ползуном с инструментальным
блоком.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство по заявке № 2498388/25-27, кл. В 23Р 19/02,
1977.
лг
10
If

| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1978 |
|
SU860994A1 |
| Станок для обработки и сборки деталей | 1977 |
|
SU694346A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Станок для механической обработки | 1978 |
|
SU841784A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Загрузочное устройство | 1978 |
|
SU749626A1 |
| Устройство для снятия заусенцев с вкладышей подшипников скольжения | 1990 |
|
SU1768373A1 |
| Многопозиционный станок для многосторонней обработки деталей | 1974 |
|
SU565811A1 |
| НИТКОШВЕЙНАЯ МАШИНА И ЕЕ ШВЕЙНЫЙ МЕХАНИЗМ, МЕХАНИЗМ ПЕРЕНОСА НИТИ, МЕХАНИЗМ ПРОКОЛА И НИТЕПРОВОДЯЩИЙ МЕХАНИЗМ | 2004 |
|
RU2283774C2 |
| Установка для сварки | 1990 |
|
SU1756084A1 |