Изобретение предназначено преимущественно для механической обработки мелких деталей, закрепленных в передвижных приспособлениях-спутниках.
Известны автоматические линии для обработки деталей, закрепляемых в приспособлениях-спутниках, фиксируемых на рабочих позициях и перемещаемых при помощи цениого шагового транспортного устройства с одной рабочей позиции на последующую.
Предложенная линия отличается тем, что охватывающих приспособления-спутники, подпружиненные относительно рамок в плоскости перемещения. Такое выполнение цепного щагового транспортного устройства автоматической линии обеспечивает необходимое смещение приспособлений-спутников при фиксации их положения на рабочих позициях.
На фиг. 1 изображена предложенная автоматическая линия, вид сверху; на фиг. 2 - узел I в увеличенном масщтабе; на фиг. 3 - разрез по А-А на фиг. 1.
Автоматическая линия состоит из станины 1, смонтированных на ней силовых головок 2, направляющей 3, по которой бесконечная цепь 4 и привод 5 периодически перемещают приспособления-спутники 6, прижимных плит 7 с фиксирующими штырями 8.
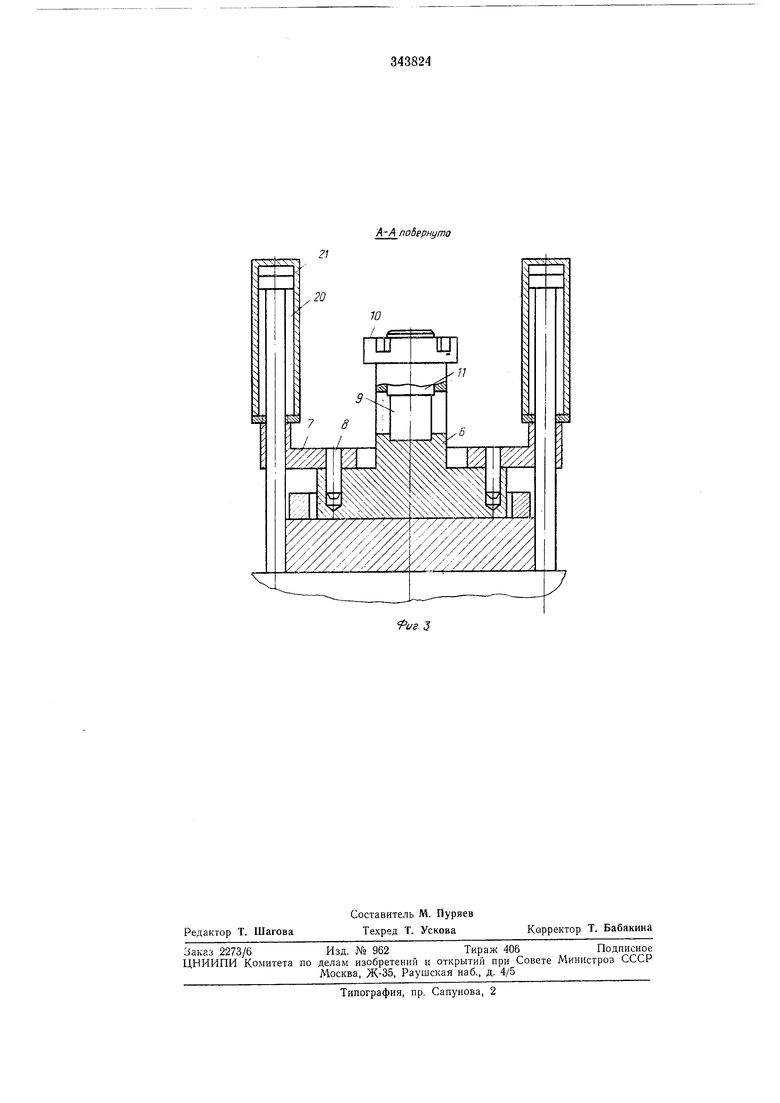
«загрузка, устанавливает заготовку 9 (см. фиг. 3) на базовые поверхности спутников п закрепляет ее гайкой 10 и стержнем 11. После этого по сигналу с пульта J2 управления
(фиг. 1) начинается цикл обработки, состоящий в том, что порщень 13 привода перемещается под давлением рабочей среды в полости 14; собачкой 15 захватывает звено цепи п перемещает ее на щаг до упора в фиксатор 16, который вводится в зону движения цепи при взаимодействии его наклонной поверхности /7 и подобной поверхности 18, выполненной на штоке 19 порщня. После этого прижимные плиты (см. фиг. 3) под давлением
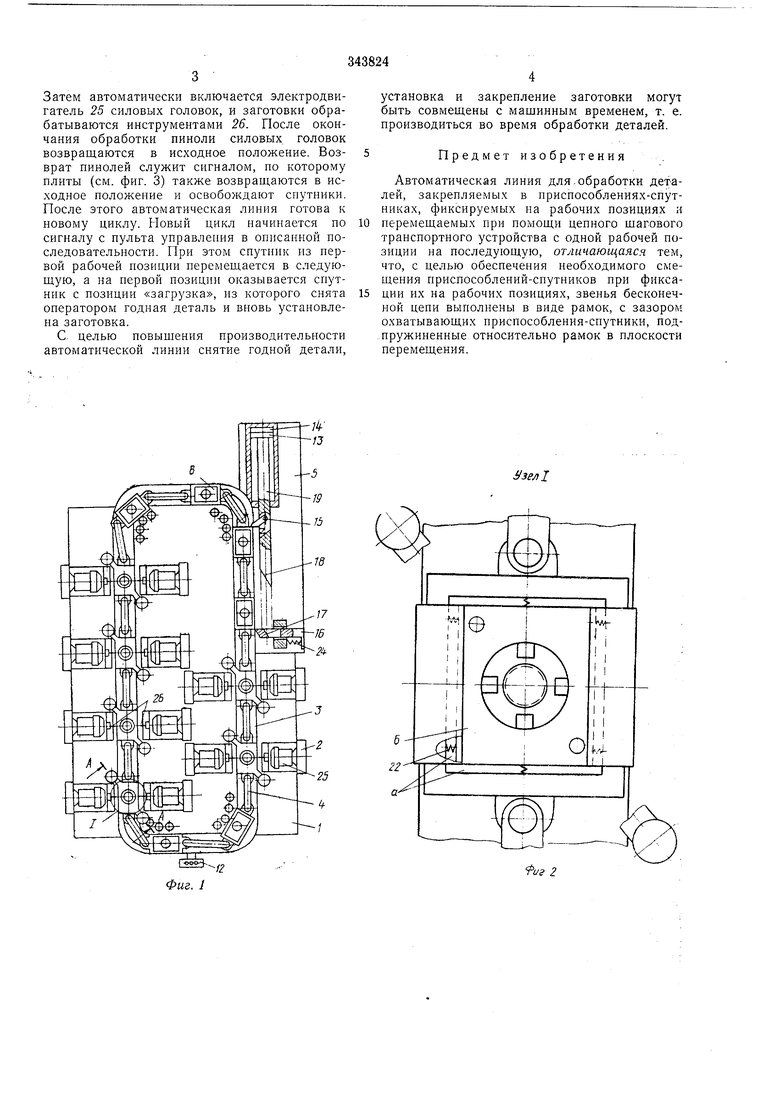
рабочей среды в полостях 20 цилиндров 21 опускаются, фиксирующие штыри входят в соответствующие отверстия спутников, которые для обеспечения вхождения фиксирующих штырей подпружинены пружинами 22
(см. фиг. 2) относительно звеньев 23 цепи и имеют возможность смещаться (плавать) в пределах зазора а. Спутники оказываются зафиксированными и прижатыми к направляющей. После этого поршень (см. фиг. 1)
привода возвращается в исходное положение, фиксатор при помощи пружины 24 также возвращается в исходное положение. Таким образом, спутник с закрепленной заготовкой из позиции «загрузка оказывается перемещеиЗатем автоматически включается электродвигатель 25 силовых головок, и заготовки обрабатываются инструментами 26. После окончания обработки пиноли силовых головок возвращаются в исходное положение. Возврат пинолей служит сигналом, но которому плиты (см. фиг. 3) также возвращаются в исходное положение и освобождают спутники. После этого автоматическая линия готова к новому циклу. Повый цикл начинается по сигналу с пульта управления в оц санной иоследовательности. При этом спутник из первой рабочей позиции перемещается в следующую, а на первой позиции оказывается спутник с позиции «загрузка, из которого снята оператором годная деталь и вновь установлена заготовка.
С. целью повыщения производительности автоматической линии снятие годной детали.
установка и закрепление заготовки могут быть совмещены с мащинным временем, т. е. производиться во время обработки деталей.
Предмет изобретения
Автоматическая линия для.обработки деталей, закрепляемых в приспособлениях-спутниках, фиксируемых на рабочих позициях и
перемещаемых при помощи цепного шагового транспортного устройства с одной рабочей позиции на последующую, отличающаяся тем, что, с целью обеспечения необходимого смещения приспособлеиий-спутников при фиксации их на рабочих позициях, звенья бесконечной цепи выполнены в виде рамок, с зазором охватывающих приспособления-спутники, подпружиненные относительно рамок в плоскости перемещения.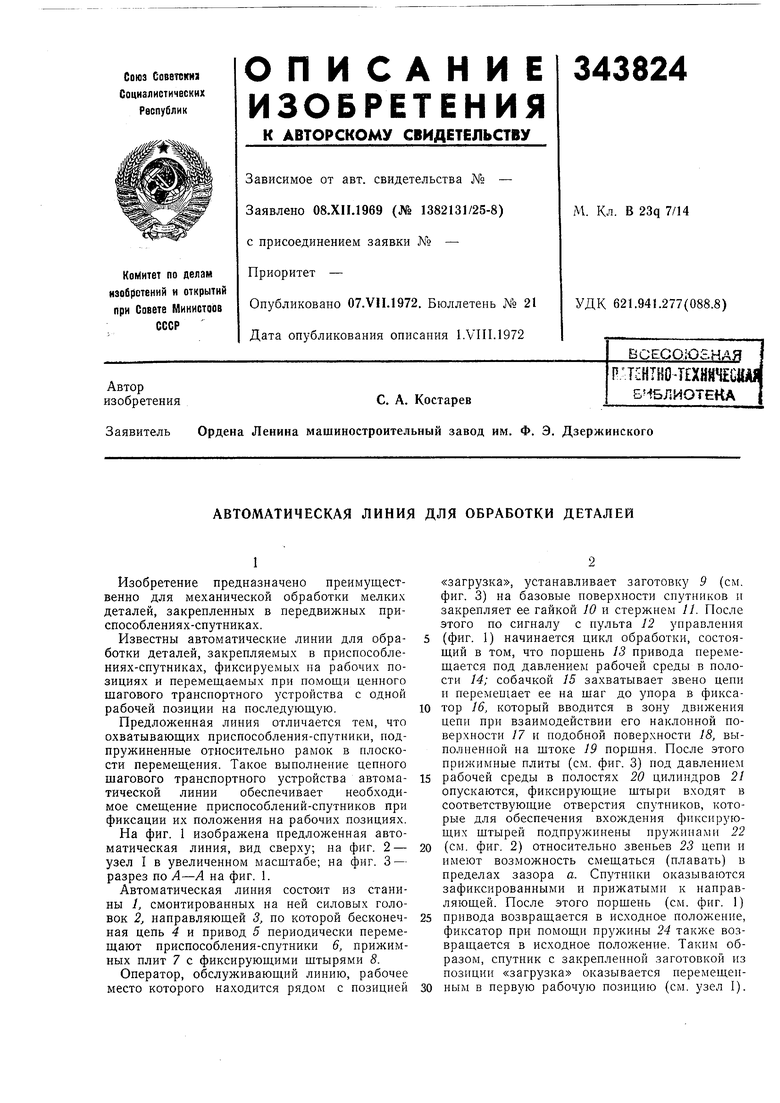
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1972 |
|
SU331879A1 |
| Автоматическая линия для обработки деталей | 1985 |
|
SU1289656A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |
| Устройство для базирования обрабатываемых деталей | 1976 |
|
SU604658A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Автоматическая линия | 1986 |
|
SU1425050A1 |
| Автоматизированный участок механической обработки деталей | 1986 |
|
SU1371871A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
22
fug 2
