Изобретение относится к станкостроению, в частности к обработке деталей в приспособлениях-спутниках на автоматических линиях.
Цель изобретения - повышение производительности работы автолинии за счет увеличения концентрации операций, что обеспечивается одновременной четырехсторонней обработкой деталей в агрегатных станках автолинии.
На фиг. 1 показана автоматическая линия, вид в плане; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2.
Автоматическая линия состоит из четырехсторонних агрегатных станков 1, имеющих силовые головки 2. На станках обрабатьшаются детали 3, установленные в приспособлениях-спутниках 4, Последние подвешены на транспортере 5 при помощи подвесок 6
Транспортер 5 выполнен в виде установленного над станками 1 поворотного кольца 7, на котором равномерно закреплены подвески 6, в каждой из которых размещены с зазором а штанги 8, взаимодействующие с равномерно радиально размещенными в подвеске 6 плунжерами 9, подпружиненными пружинами 10. Кроме того, штанги 8 подпружинены Пружинами 11 в осевом направлении и жестко соединены с приспособлениями-спутниками 4 Для регулировки высоты расположения приспособлений-спутников 4 на штангах 8 имеются регуляторы 12 осевого перемещения, выполненные в виде гайки с контргайкой.
Па рабочих позициях станков 1 име ются базовые платики 13 для установки деталей 3 с выдвижными от гидроцилиндра 14 фиксирующими штырями 15 и зажимными прихватами 16.
Линия работает следующим образом.
Оператор, обслуживающий линию, рабочее место которого нахо дится рядом с позицией загрузки, устанавливает детали на базовые поверхности приспособлений-спутников 4 и закрепляет их. После этого по сигналу с пульта 17 управления начинается цикл обработки, состоящий в том, что транспортер 5 перемещает поворотным кольцом 7 на роликах 18 подвески 6 с приспособлениями-спутниками 4 (одновременно перемещаются восемь приспособлений-спутников) с загрузочной по
to
J5
20
25
30
35
40
45
5055зиции па рабочую позицию первого станка t. После перемещения приспособления-спутники 4 останавливаются, но остаются подвешенными с небольшим зазором S над базовыми плати- ками 13. Гидроцилиндр 14 осуществляет выдвижение фиксирующих штырей 15 в ответньге отверстия 19 приспособлений-спутников 4. Для обеспечения вхождения фиксирующих штырей 15 в отверстия 19 спутников 4 штанги В устанавливают в подвесках 6 с зазорами а и они взаимодействуют для стабилизации с равномерно радиально расположенными в нем подпружиненными пружинами 10 плунжерами 9. По окончании ориентации приспособлений- спутников 4 фиксирующими штырями 15 спутники 4 окончательно зажимаются прихватами 16. Таким образом, спутник с закрепленными деталями 3 из позиции загрузки оказьшается перемещенным на рабочую позицию первого агрегатного станка 1. Затем автоматически начинается рабочий цикл силовых головок 2 и обработка деталей 3, После окончания обработки силовые головки 2 возвращаются в исходное положение. Возврат силовых головок 2 служит сигналом, по которому прихваты I6 освобождают приспособления-спутники 4 от зажима, а фиксирующие штыри 15 выводятся из отверстий 19.
Спутники 4 под действием пруяшн 1I отрываются от базовых платиков 3 на величину зазора до упора регуляторов 12 в подвеску 6. После чего автоматическая линия готова к новому циклу. Новый цикл начинается по сигналу с пульта управления в описанной последовательности. При этом спутник из первой рабочей позиции перемещается в следующую, а на первой позиции оказывается спутник с позиции загрузки, из которого сняты оператором готовые детали и установлены новые.
Формула изобретения
Автоматическая линия для обработки деталей в приспособлениях-спутниках, содержа цая многосторонние аг- рег атные станки, транспортер, от-, личающаяся тем, что, с целью повьпиения производителытости работы линии за счет увеличения концентрации операции, приспособления- спутники вьшолнены с числом установочных поверхностей для деталей, равным числу сторон обработки станков, а транспортер выполнен в виде установленного над станками поворотного кольца с закрепленными на нем подвесками приспособлений-спутников, причем последние смонтированы на подвесках с возможностью вертикального и горизонтального установочных смещений при фиксации на станках.
/J - /4 (гга ериу/гго)
//
8
(риг.г
Б В
qpuff.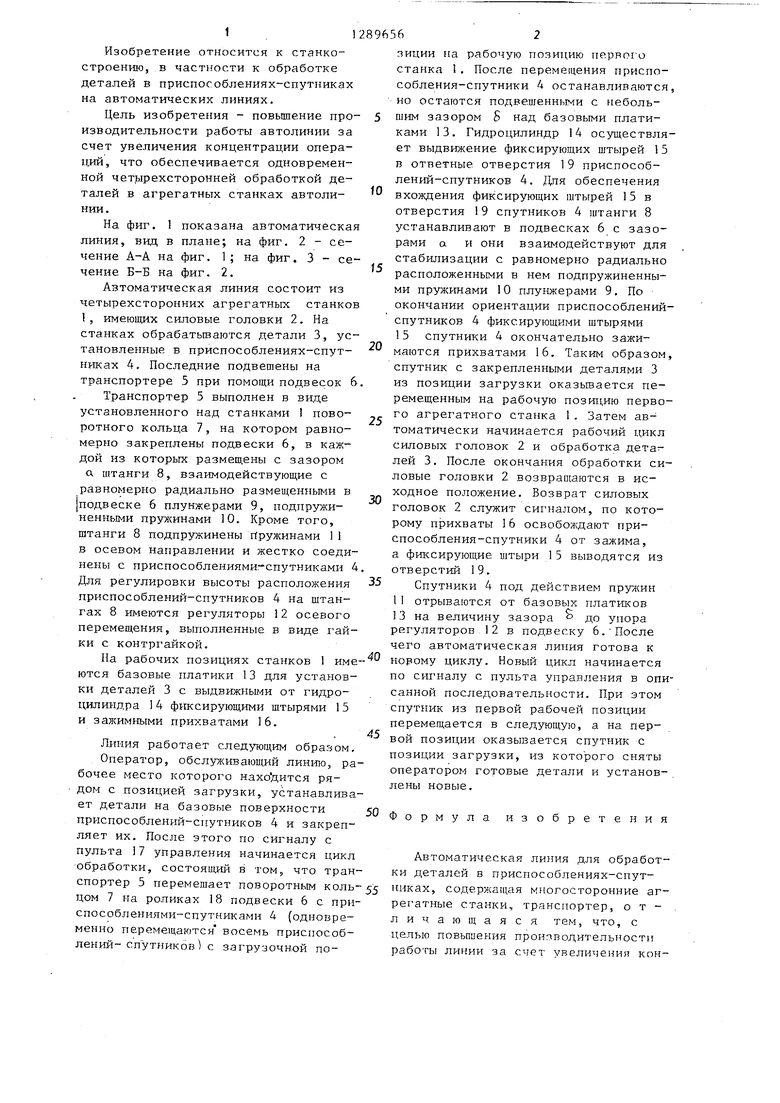
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1982 |
|
SU1047661A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Автоматическая линия для обработки деталей | 1989 |
|
SU1712128A1 |
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Автоматическая линия бесспутникового типа для обработки картеров ведущих мостов автомобилей | 1985 |
|
SU1318386A1 |
| Автоматическая переналаживаемая линия | 1976 |
|
SU654395A1 |
| Агрегатный станок | 1986 |
|
SU1423348A1 |
| Транспортер автоматической линии | 1985 |
|
SU1306692A1 |


Изобретение относится к станкостроению, в частности к обработке деталей в приспособлениях-спутниках на автоматических линиях. Цель изобретения - повышение производительности работы автолинии за счет увеличения концентрации операций, что обеспечивается одновременной четырехсторонней обработкой деталей в агрегатных станках 1 автолинии. Для этого транспортер 5 выполнен в виде установленного над агрегатными станг- ками 1 поворотного кольца 7 с равномерно закрепленными подвесками приспособлений - спутников 4, причем последние подвешены на подвесках с возможностью вертикального и горизонтальных установочных смещений. 3 ил. с и (Л ю СХ) со О5 СП 05 
Редактор Л. Повхан
Составитель А.. Котов Техред В.Кадар
Заказ 785./14Тираж 809 Подписное
ВНИЖШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб,, д. 4/5
Производственно-полиграфинеское предприятие, г Ужгород, ул. Проектная, 4
Корректор Л, Ш-ишпенко
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 0 |
|
SU343824A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
