Известны устройства для отделения заготовок, содержащие стеллаж, эксцентрики с приводом их вращения, рычажный дозатор, приемный бункер и упоры.
Предлагаемое устройство отличается тем, что стеллаж выполнен в виде подвижных и неподвижных балок переменного щага подачи заготовок, при этом подвижные балки с одной стороны установлены на качающихся шарнирах, а с другой - на поворотных эксцентриках, привод которых выполнен реверсивным, с регулируемым числом оборотов электродвигателя. Это позволяет повысить точность дозирования заготовок различного профиля и различной жесткости.
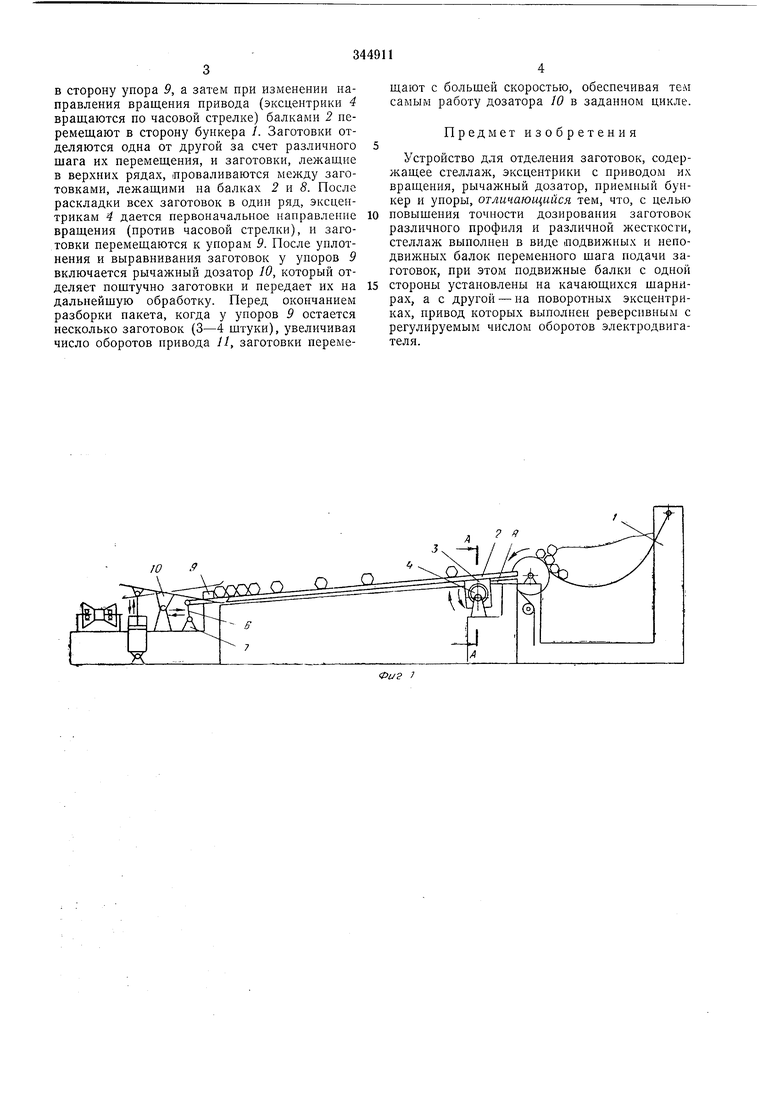
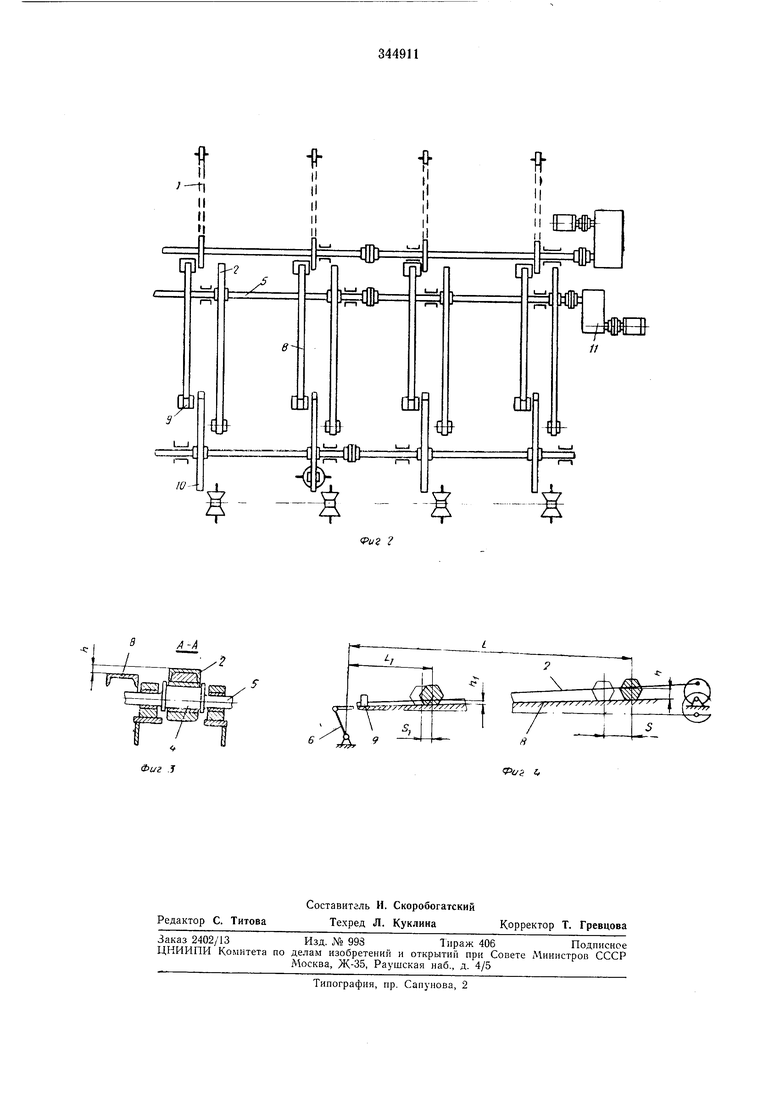
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 - то же, разрез по А-А на фиг. 1; на фиг. 4 - то же, схема движения заготовок с неремеиным шагом их перемещения.
Устройство состоит из приемного бункера /, стеллажа с плоскими подвижными подающими балками 2, проушин 3 с установленными в них эксцентриками 4, жестко смонтированными на валах 5. Подвижные балки 2 установлены на качающихся рычагах 6, смонтированных в шарнирных опорах 7. Параллельно балкам 2 установлены неподвижные балки 8 с упорами 9 и рычаги дозатора 10. Для вращения эксцентриков 4 установлен привод //, соединенный с валом 5.
Устройство работает следующим образом.
Заготовки из бункеров / поступают на неподвижные балки 8. При включении привода // и при вращении эксцентриков 4 против часовой стрелки подвижные балки 2 приподнимают заготовки над неподвижными балками 8, перемещают их в сторону упоров 9, затем опускаются ниже верхнего уровня неподвижных балок 8. При этом балки 2 и качающиеся рычаги 6 совершают поворот около щарнирных опор 7. Величина подъема fi и шаг перемещения заготовок S у бункера / значительно больше, чем величина подъема hi и шаг перемещения заготовок 5i у упора 9. Величины перемещения заготовок при одном и том же эксцентриситете эксцентриков 4 прямо пропорциональны расстояниям от шарнирной опоры 7 до заготовок L и Z-i, что достигается траекторией движения подвижных балок 2 относительно неподвижных балок 8.
За счет изменения щага обеспечивается уплотнение и выравнивание заготовок у упоров 9 при их минимальном ворощении, при этом балки 2 проскальзывают под заготовками.
в сторону упора 9, а затем при изменении направлепия вращения привода (эксцентрики 4 вращаются по часовой стрелке) балками 2 перемещают в сторону бункера 1. Заготовки отделяются одна от другой за счет различного шага их перемещения, и заготовки, лежащие в верхних рядах, проваливаются между заготовками, лежащими на балках 2 и 8. После раскладки всех заготовок в одни ряд, эксцентрикам 4 дается первоначальное направление вращения (против часовой стрелки), и заготовки перемещаются к упорам 9. После уплотнения и выравнивания заготовок у упоров 9 включается рычажный дозатор 10, который отделяет поштучно заготовки и передает их на дальнейшую обработку. Перед окончанием разборки пакета, когда у упоров 9 остается несколько заготовок (3-4 штуки), увеличивая число оборотов привода 11, заготовки перемещают с большей скоростью, обеспечивая тем самым работу дозатора 10 в заданном цикле.
Предмет изобретения
Устройство для отделения заготовок, содержащее стеллаж, эксцентрики с приводом их вращения, рычажный дозатор, приемный бункер и упоры, отличающийся тем, что, с целью
повышепия точности дозирования заготовок различного профиля и различной жесткости, стеллал выполнен в виде подвижных и неподвил ных балок переменного шага подачи заготовок, при этом подвижные балки с одной
стороны установлены на качающихся шарнирах, а с другой - на поворотных эксцентриках, привод которых выполнен реверсивны.м с регулируемым числом оборотов электродвигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи длинномерных изделий из пакета | 1980 |
|
SU912614A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ | 1969 |
|
SU237540A1 |
| Устройство для отделения от пакета и подачи в зону обработки штучных длинномерных заготовок | 1979 |
|
SU863100A1 |
| УСТРОЙСТВО для РАЗБОРКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК ПО ОДНОЙ или НЕСКОЛЬКО из ПАКЕТА | 1968 |
|
SU218793A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| АГРЕГАТ ДЛЯ РАЗБОРКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1972 |
|
SU348258A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1968 |
|
SU220142A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Установка для изготовления предварительно напряженных железобетонных изделий | 1976 |
|
SU971081A3 |
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1970 |
|
SU269082A1 |
Ш ff
II ii
-t| II II И
/L
/f.
A-A
/p
±:7
