Изобретение относится к области машиностроения, в частности к устройствам для регулирования положения продольного стыка кромок трубной заготовки.
Известное устройство, содержащее плиты, станины и холостые валки геликоидального профиля, не обеспечивают надежного регулирования положения продольного стыка кромок трубной заготовки либо продольного шва труб, что приводит к нарушению сварочного процесса и резкому ухудшению качества изделия.
С целью повышения качества изделия предлагаемое устройство снабжено индивидуальными приводами поворота осей геликоидальных валков в плоскости, параллельной продольной оси трубы, и синхронизатором регулировки угла наклона осей валков, выполненным в виде конической передачи и шлицевых соединений.
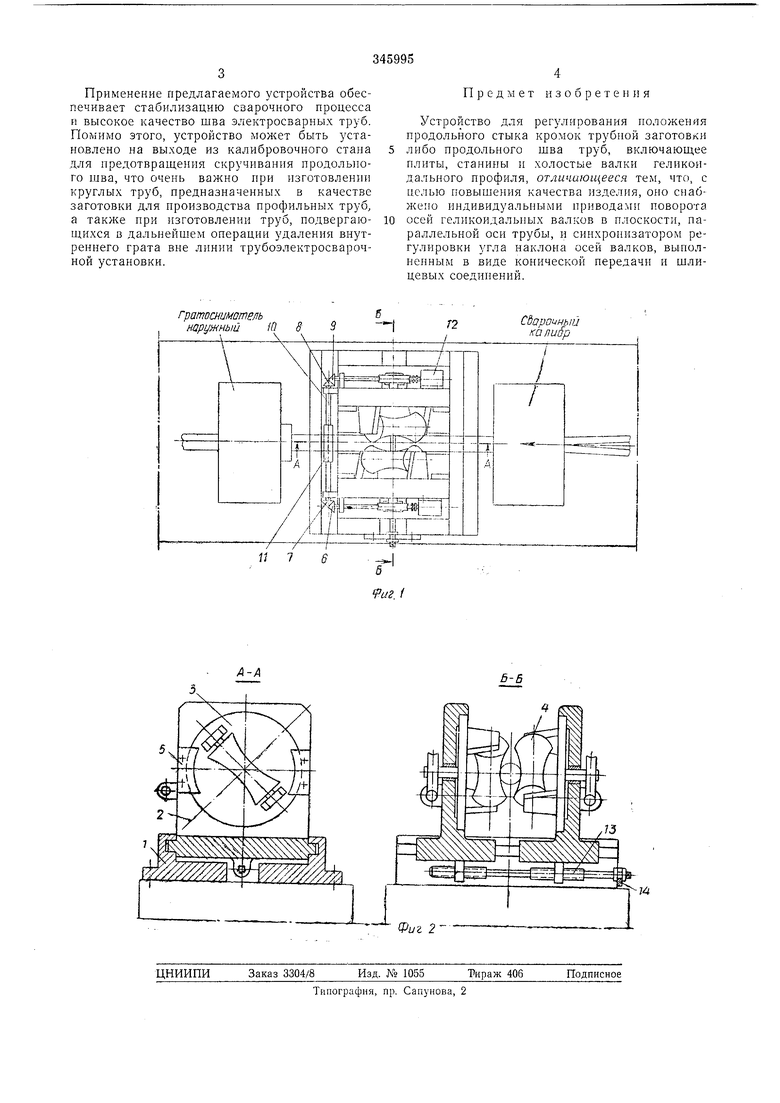
На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - сечение по А-А и на фиг. 1.
Устройство состоит из двух нлит 1, в направляющих пазах которых могут перемещаться две станины 2.
Каждая из станин 2 имеет круглую выемку, в которой помещается круглая шайба 3 с двумя подшипниковыми опорами для установки валка 4 геликоидального профиля.
Для здержания шайбы 3 в выемке станины 2 служат накладки 5.
Для осуществления синхронного поворота валков они связаны между собой с помощью конических шестерен 6, 7, 8, 9, валка 10 и шлицевого соединения //. Поворот осуществляется с помощью двигателя 12.
При изменении размера свариваемых труб валки сво.1,ят (разводят) вращением вннта 13, который имеет правую и левую нарезки. Винт 13 крепится к плитам планкой 14. Предлагаемое устройство работает следующим образом.
При производстве труб заданного диаметра валки геликоидального профиля сводят для соприкосновения с поверхностью трубы. Для
этого с помощью винта 13 проводят указанную операцию.
Поступление продольного стыка трубы точно по оси токоподводов либо сварочной головки и сварочных валков осуществляется за
счет синхронного регулирования угла наклона валков с помощью двигателя 12 через систему конических щестерен 6, 7, 8 и 9. При этом возникает тангенциальная составляющая, способствующая повороту трубы в необходиПрименение предлагаемого уетройства обеспечивает стабилизацию сварочного процесса и высокое качество шва электросварных труб. Помимо этого, устройство может быть установлено на выходе из калибровочного стана для предотвращения скручивания продолыюго шва, что очень важно при изготовлении круглых труб, предназначенных в качестве заготовки для производства профильных труб, а также при изготовлении труб, подвергаюндихся в дальнейшем операцип удаления внутреннего грата вне линии трубоэлектросварочной установки. гратоснимйгпе ь наружный id
Предмет изобретения
Устройство для регулирования положеняя продольного стыка кромок трубной заготовки либо продольного шва труб, включающее плиты, станины и холостые валки геликоидального профиля, отличающееся тем, что, с целью повышения качества изделия, оно снабжено индивидуальными приводами поворота осей геликоидальпых валков в плоскости, параллельной оси трубы, и синхронизатором регулировки угла наклона осей валков, выполненным в виде конической передачи и шлицевых соединений. СЬарочный капиЗр
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 1992 |
|
RU2035247C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Способ непрерывной формовки полосы в трубную заготовку | 1975 |
|
SU547248A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Способ непрерывной формовки сварных двухшовных труб | 1980 |
|
SU912323A1 |
| Трубосварочный стан | 1986 |
|
SU1382528A1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |
| Способ изготовления электросварных прямошовных труб | 1990 |
|
SU1799650A1 |
